一、初型模和成型模开关机构
1 机构的作用:按工艺要求进行开启和关闭初型模(成型模)。
2 主要组成零部件与工作原理
⑴ 主要组成零部件
① 初型模和成型模开关机构安装在一块厚1"(25.4 mm)的钢板上,通过八个内六角螺钉与机组框架连成一体,形成机组框架组合体(如图12-1所示)。
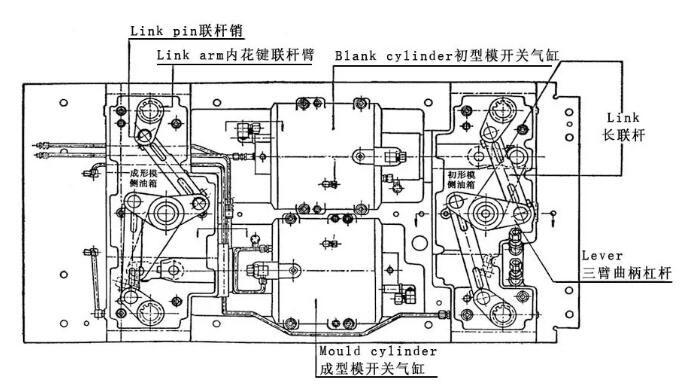
图12-1 初型模和成型模的模具开关机构
初型模和成型模开关气缸均为双作用双出轴气缸,主要组成部分为气缸体、气缸前后盖、活塞和活塞杆及柱塞阀等。
初型模和成型模开关气缸在“开”行程上均设有终点缓冲装置,以避免活塞撞击气缸前盖。而在“关”行程上均未设终点缓冲装置,因为在初型模和成型模关闭后,活塞碰不到气缸后盖,无需再设置终点缓冲装置。
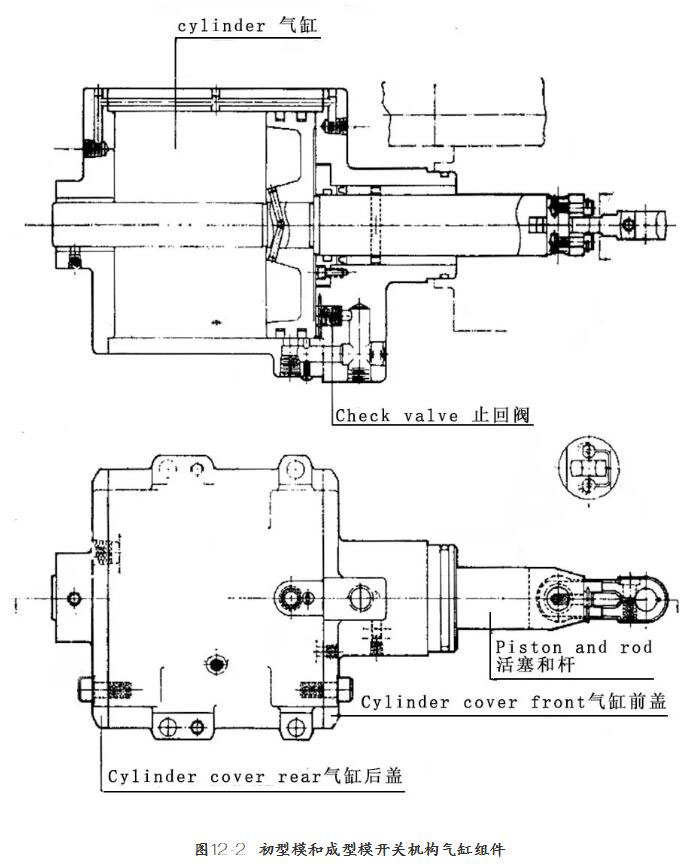
开关气缸为双出轴双作用气缸,它与单出轴气缸相比较有合理的方面:首先,开关气缸的动作较为平稳,从而保证模具在“开”和“关”过程中始终处于良好的工作状态;其次,初型模和成型模开关气缸的单边磨损情况大大改善,从而提高机构的使用寿命;第三,开关气缸中设置了排污孔,以便污垢排出(开关气缸结构如图12-2)。
③ 初形模和成形模开关机构中的油箱和连杆机构基本相似,部件分别由油箱、活塞杆联杆、三臂曲柄杠杆(三孔铰链)、联杆、花键轴套等组成参见图12-1。油箱主要起储存润滑油作用,整个连杆机构安置在油箱内,连杆机构的结构原理与国产QD型行列式制瓶机的连杆机构相同。
④ 初型模开关机构的动作由阀箱1#和11#气路来控制。
1#气路控制初型模关,采用外接高压气来驱动活塞向后移动,高压气与阀箱气室隔开,在接入阀箱前的管路上有一手动截止阀,以保证初型模在异常情况下处于常开位置。使用高气压的目的是:a便于设置手动截止阀;b保证初型模抱钳有较大的夹紧力,使模具合缝线致密。
11#气路控制初型模开,气源来自阀箱气室的低压操作空气。在阀箱1#和11#气路上还设有球阀和平头调节螺钉,以控制开关气缸双向行程末的排气速率,即控制初型模开关气缸的速度,保证初型模能平稳地“开”和“关”。
⑤ 成型模开关机构的动作由阀箱16#气路和成型模侧水平岐管组上的三路滑阀联合来控制。16#气路的气源来自阀箱气室的低压操作空气,该气路在接至三路滑阀之前设有一手动截止阀,安装位置在机前输瓶机支架横梁上,另外,在阀箱上还有一个快动截止阀,两截止阀作用可以迅速切断气路,保证成型模在异常情况下,始终处于常开位置。阀箱16#气路上的柱塞阀和调节针形阀控制滑阀的配气速度,滑阀的低压操作空气来至成型模侧水平岐管组中的低压气方管。
⑥ 初型模和成型模开关气缸体上均设有排污孔,并用两根排污管引至机组框架成型模一侧,出端装有旋塞,定期打开旋塞以排除冷凝水和油污。
⑵ 初型模开关机构的工作原理
在料滴分配器将玻璃料滴供给至各成形机组之前,阀箱1#气路接通,外接高压气经阀箱至气缸前盖柱塞阀处进入气缸前气腔,推动活塞向“关”行程移动,当气缸前端侧孔打开后,进入气缸前气腔的操作空气分为两路。由于活塞杆向后移动,通过活塞杆联杆带动中间的三臂曲柄以逆时针方向旋转,三臂曲柄利用两根长联杆带动装有内花键的左右两根联杆臂,使两根联杆臂产生一个向外的对称旋转运动,联杆臂又通过花键轴带动初型模抱钳机构使初型模关闭。
当“初坯”制成后,阀箱11#气路被接通,来自阀箱的低压操作空气经气缸后盖气孔进入气缸后气腔,推动活塞向“开”行程移动。由于活塞杆向前移动,使活塞杆联杆带动中间的三臂曲柄以顺时针方向旋转,两长联杆产生一个向里的对称旋转运动,再通过花链轴和初型模抱钳机构使初型模打开。当活塞移至“开”行程终点附近时,气缸前端的侧孔被堵住,此时气缸前气腔内的废气只能缓慢地从气缸前盖上的缓冲小气孔中排出(此时气缸前盖上的柱塞阀关闭),排气速率大大降低,在活塞前侧形成气垫,从而起到终点缓冲作用,终点缓冲为可调式。
⑶ 成型模开关机构的工作原理
成型模开关机构的工作原理基本上与初型模开关机构相似,主要区别是成型模开关气缸的“开”和“关”双向行程由阀箱16#气路和滑阀来控制的。
当口钳机构将“初坯”翻转至成型模位置时,阀箱16#气路被接通,来自阀箱的低压操作空气进入三路滑阀一端,推动配气阀芯移至另一端,使来自成型模侧水平岐管组中的低压操作空气与成型模开关气缸的“关”行程气路接通,驱动成型模关闭。当玻璃成形后,阀箱16#气路被切断,柱塞阀的阀芯在弹簧作用下复位,使来自成型模侧水平岐管组中的低压操作空气与成型模开关气缸的“开”行程气路接通,驱动成型模打开。在此行程中,当活塞移至终点附近时,气缸前端的侧孔被堵住,气缸前气腔内的废气也只可缓慢地从气缸前盖上的缓冲气孔中排出,从而起到终点缓冲作用,终点缓冲为固定式。
二、润滑系统
初型模和成型模开关机构的润滑系统分为二个部分。
1 联杆机构的润滑:初型模和成型模开关机构中各有一个油箱(通称油浴),油箱内充满润滑油,两油箱上各用三块盖板封闭,接缝处涂有密封胶和放置密封圈,保证润滑油无渗漏现象出现。整个联杆机构均浸没在润滑油之中,使联杆、三臂曲柄及花键轴套等始终处于最佳润滑状态。
两油箱的加油孔位于机组框架后部的顶面板上(即初型模支架下侧),左加油孔向初型模油箱加油,右加油孔向成型模油箱加油,两油箱的油标位于机组框架前的模底机构两旁。在制瓶机正常运转情况下,要时刻注意油箱内的润滑油是否充满?如发现油箱内缺油,则必须及时加润滑油至油位线。若油箱内的联杆机构长期在缺油的状态下工作,则联杆机构的寿命将大大缩短,特别是花键轴和花键轴套之间的磨损尤为明显,故应当十分注意这个问题!
2 初型模和成型模开关气缸的润滑:初型模和成型模开关气缸的润滑由林肯润滑供给系统定时供油,其中:
17#润滑油管接初型模气缸后盖,润滑活塞杆和衬套;
18#润滑油管接初型模气缸体,润滑活塞和气缸体;
5#润滑油管接成型模气缸后盖,润滑活塞杆和衬套;
4#润滑油管接成型模气缸体;润滑活塞和气缸体;
从初型模油箱引出的油管接初型模气缸前盖,润滑活塞杆和衬套;
从成型模油箱引出的油管接成型模气缸前盖,润滑活塞杆和衬套。
由于初型模和成形型模开关机构的维修较为麻烦,故须时刻注意初型模和成型模油箱内的润滑油和林肯润滑供给系统中的小喷射器是否正常?如有问题应及时加注、维修和疏通。
从实际使用情况来看,只要保证良好的润滑状态(按设备要求使用润滑油型号),初型模和成型模开关机构的使用寿命可达期望值。
三、机构的操作与调整
1 模具开、关的定时由阀箱有关管线相对的电子定时位置进行控制,1#及11#管线控制着初型模开和关,16#管线控制着成型模开和关。
2 初型模开和关速度由阀箱11#和1#管线上的调节螺栓进行调节。
3 成型模开和关速度用柱塞阀上的翼形螺丝调节其排气速率以进行控制。
4 初型模开的缓冲控制用位于初型模托架后部左侧的针形阀进行控制。
对初/成型模开关气缸的动作,在时间充裕的情况下,行程速度尽量放慢,应适当调定阀箱上的调节针形阀以控制排气速度。若初/成型模开关气缸动作过猛,对瓶子颈部产生的机械冲击就大,导致易产生裂纹缺陷,且会缩短模具的使用寿命。
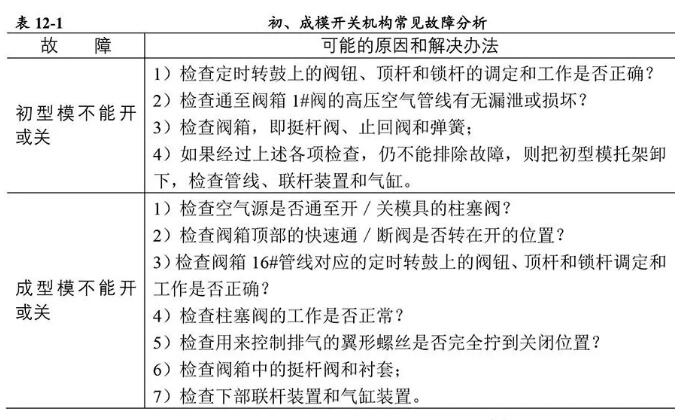
四、常见故障分析
五、关注发展趋势
现代行列式制瓶机的模具开关机构大多都浸泡在“油浴箱”里。对模具开关机构国外做了多项共性的改进和提高:
1、国外提倡采用平行开关机构。例如EMHART的AIS机,在我国内早已经有成熟案例在良好的运转。
2、使用全伺服的模具开关机构,已有明显的发展趋势。尤其是ENIHART三滴或四滴料的NIS机,在近几年呈现快速发展的势头。例如330 ML啤酒瓶,重量仅140克,机速高达15.7转/分,成品率在95%左右。
3、着重对原有气动开关机构封闭“油浴箱”的加工和密封精度的提高。严格防止冷却风中所带水分或压缩空气进入封闭的“油浴箱”里,避免给模具开关机构造成极为不好的影响。
4、在行列式制瓶机使用管理上,对原有气动(AIS、IS、BIS等机型)模具开关机构“油浴箱”的润滑,注重选用性价比较高的有机合成油或矿物合成油。












