玻璃窑炉炉盖(大碹)的寿命,在很大程度上决定整个窑炉的寿命,因此必须在设计选材造型、耐火材料订购、耐火材料检验验收、运输保管、砌筑施工、烤窑设备及烤窑过程、日常的正确使用及维护保养这些环节上全过程中进行质量控制,才有望达到预期寿命。这里就每个环节谈谈自己的看法,以期达到抛砖引玉的作用。
一、选砖
1 设计时对硅砖的选择
在设计过程中,必须选择优质硅砖,仔细检查硅砖的内在质量指标,如硅砖的荷重软化温度、真体积密度、气孔率、常温抗压强度、熔融指数等指标都非常好的优质硅砖。
2 订购耐火材料对生产厂家的选择
对耐火材料对生产厂家的选择首先要看该单位的硬件及软件,要看该厂的生产设备,压机的压力是否足够大。压机压力大、产品致密度高、气孔率低,抗碱蒸汽的能力强的产品。另外就是烧结炉,是否是隧道窑,隧道窑的长度,用什么作为燃料。这涉及烧结温度,烧结过程中矿化反应是否完全彻底,退火是否良好是否残存应力等等。除了了解生产厂家的硬件外,还要了解软件即生产工序管理过程,是否严格遵守工艺规章制度,原材料的来源及库房管理,是否井井有条。在签合同时除了规格型号外,一定要有详细的质量标准,什么牌号,标准号等内容。
我们有的厂家,在订购耐火材料时,把价格作为主要考虑因素,其他质量标准考虑不足。毫无疑问材料的性价比是我们主要考虑的因素,国内某合资企业购买国外某知名企业的硅砖,用了15年,只是厚度被侵变薄了之外,其他并无穿孔透火透气等其他问题,该厂中途还因文山地震停炉一次(停炉的降温升温是对窑炉寿命有一定影响的),可见该砖的性价比之高。现在国内耐火材料厂家,经过激烈的优胜劣汰的竞争,生存下来的厂家质量都有较大提升。
3 耐火材料的检验验收
此外还必须注意硅砖的外观质量,如砖体尺寸偏差、砖体的平整度等。在施工过程中,程序较多,比较复杂。首先要选砖。因为硅砖在生产过程中,由于水分的变化(同一堆料,由于水分蒸发、上午下午的含量是不一样的,夏季更甚)在堆码干燥、烧结过程中有轻微的变形,模具在使用过程中有磨损没有及时更换,国家标准也明确允许有正负公差等等。因此在砌筑前要对砖进行分选,将同一规格的砖编上号(主要是大小头一样),堆码在一起,以保证在砌筑时同一排碹砖规格尺寸基本相同。
二、砌筑
1 校正窑炉立柱等有关部件的相关尺寸,确定砌筑基准线
在分选砖的同时,要对熔化池两侧的立柱进行校正,使两立柱之间的距离相同,确保整个炉盖纵向灰缝大小一致。具体方法是先校准前后两对横向两对立柱的距离,以该立柱作为标杆,因此在安装竖立该立柱时要十分注意它们的垂直度,然后在同侧前后立柱间拉一细线,让每对立柱靠近细线,以便确保两立柱之间的距离相等,从而保证每排砖的泥浆厚度相同。
在两侧立柱等距离校对调整完毕后,然后在每根立柱上测量水平标高,并作好标识,以确保碹脚砖在同一水平面上,进而安装碹脚钢,并砌筑好碹脚砖。检查完砌筑好的碹脚砖并在符合设计要求后,在碹脚砖下部画上水平标高基准线,该基准线是架设拱胎及砌筑碹砖的基准。搭设碹胎之前,要对碹胎每件单独作检查,碹胎的圆弧一定要跟炉盖的设计要求吻合;碹胎的支撑点要根据大碹的跨度确定,还要根据碹胎的厚度等自身强度考虑来设置支撑点的数量;要足够多的支撑点以确保碹胎荷重后不变形。搭设好碹胎后,要让碹胎荷重,搬运足够多的碹砖压在碹胎上,然后逐一按水平标高垫紧碹胎的各个支撑点。在各项准备工作做好后,就可以开始砌筑炉盖。
2 砌筑方式的选择
根据对炉盖砖缝大小要求,有“沾浆法”和“打浆法”两种砌筑方式。沾浆法是要求砌缝很薄时采用的砌筑方法。即是将砖的砌筑面浸在稀软的耐火泥浆(主要是气硬性泥浆)中,再进行砌筑。担心砌缝熔损和有收缩危险的高温燃烧室内墙和多面受热的高温部位的砖柱等处,用这种方法砌筑比较好,但是要注意,砖形不精确时会产生相反的效果。
玻璃工厂若要求炉盖砖缝在1mm左右,必须用“沾浆法”才能达到砖缝要求。我们在几十年的窑炉砌筑建造、使用过程中,严格按照“沾浆法”砌筑了不少的窑炉,但多少存在不同程度的“抽签”现象,有的窑炉碹砖用角磨机反复研磨,即磨得相当平整,但烤窑时发现抽签还更厉害些。对此现象我们进行了反复分析、比较和研究,我们发现这种“沾浆法”砌筑有误区。
首先我们从泥浆的功能和作用谈起:
(1)耐火泥浆的功能是将耐火砖砌体粘结成整体,使之具有良好的结构稳定性和气密性,并能经受高温下各种化学和物理作用,保证热工设备安全地、正常地运行,达到高效、长寿、低消耗的要求。(2)硅质耐火泥浆是由硅石粉、硅砖粉、塑性黏土、结合剂和外加剂配制而成。硅质耐火泥浆的作业性和结合强度要靠结合剂和外加剂来调整,如生产硅砖时所采用的石灰乳、铁鳞、木质素磺酸盐等矿化剂和结合剂来调节其作业性能和物理性能。(3)泥浆在砌筑工业窑炉中明显具有两种用途:填充灰缝,使砌体密实;使砖与砖互相粘在成为一个整体。鉴于这两种用途,筑炉工砌筑时的基本要求就是要使灰浆饱满。(4)我们根据在玻璃行业几十年的经验,把硅质泥浆的功能和作用归纳为以下三种:
① 泥浆在低温时的粘结作用。现在的优质硅质耐火泥其颗粒较细,它们大多采用超微设备研磨出来的,超细硅粉、超细硅砖粉,加上其他一些辅料,如甲基纤维素等配制而成。在低温时它们有较强的粘附作用(如范德华引力等,范德华引力的大小与泥浆的细度有很大关系,如纳米材料就有质的变化)。若泥浆太薄、稠度太稀,其粘附作用较弱。若泥浆太稀太薄,在碹砖竖起来砌筑期间,泥浆容易流失,形成上部泥浆不饱满,两砖上部泥浆不饱满形成比较空的砖缝,这样泥浆形成的粘附力就小。由于上部泥浆太稀、太薄,其物理粘附力不够,在烤窑初期,下部受热膨胀,由于硅砖是热的不良导体,因而上部温度低,膨胀少,上部就产生裂缝,加上泥浆不饱满整个砖体之间的夹持力不够,因而容易“抽签”掉砖。而“沾浆法”所用泥浆较稀较薄,所以发生烤窑初期容易“抽签”掉砖。
② 泥浆在高温时由超细粉、各种辅料及结合剂形成低共熔点,使砖和砖之间形成一个整体。若上部泥浆少,形不成低共熔点,因而炉盖的整体性差。以前硅质耐火泥颗粒较粗,级配不合理时,泥浆没有在砖和砖之间形成低共熔点,因而拆炉时,碹砖还是一块一块的,没有形成整体结构。
③ 泥浆填充碹砖表面凹凸不平使其密实的作用。在硅碹砖的实际生产过程中,在干燥、烧结过程中有轻微的变形,因而碹砖的表面是凹凸不平的,这是现实的客观情况;而且我们玻璃工厂也不可能将碹砖全部都拿出去研磨(即使将硅碹砖再次加工研磨,其研磨磨盘的直径要大于砖的对角线长度才有效;研磨时还要保证碹砖的夹角符合设计要求,其砖体大小头形成的射线正好交于圆心)。如果采用“粘浆法”砌筑,它所用的泥浆较稀较薄,就好像刷了一层油漆似的,起不到填充硅砖表面凹凸不平使其密实的作用。
而“打浆法”则不一样,它要求砖缝在2mm左右,其泥浆稠度大,粘接力大;泥浆饱满度高,因而炉盖砌筑质量好。1998年我们在青岛玻璃厂首次接触到砖缝要求2mm时,我们当时心里也接受不了,这是挑战传统作法,但烤窑结束后效果非常好,没有以前那种一座窑炉总有几块碹砖“抽签”掉砖现象,这促使我们的反思,当时担心砖缝较大是否会影响窑炉寿命,事后我注意观察并和工厂的技术人员讨论,实际上这种担心是多余的,因为该泥浆烧结后SiO2含量在96%以上;特别是我们公司2002年在四川天马公司砌筑引进国外窑炉炉盖的过程中,德国人要求炉盖砖缝2mm,砖缝小了不行。我们接受这种砌筑方法后,近10多年砌筑了约300座窑炉,都是打浆砌筑,砖缝在2mm左右,基本上杜绝了炉盖碹砖“抽签”掉砖现象。
在炉盖的砌筑过程中,我们也走过一些弯路,初期要求砖缝小,就不管砖的大小头弧长是否符合比例,一味要求将砖与砖之间敲紧。若砖体的上部尺寸都是负公差,那么在碹砖砌筑过程中,负公差累计而产生锯齿状(图一)。

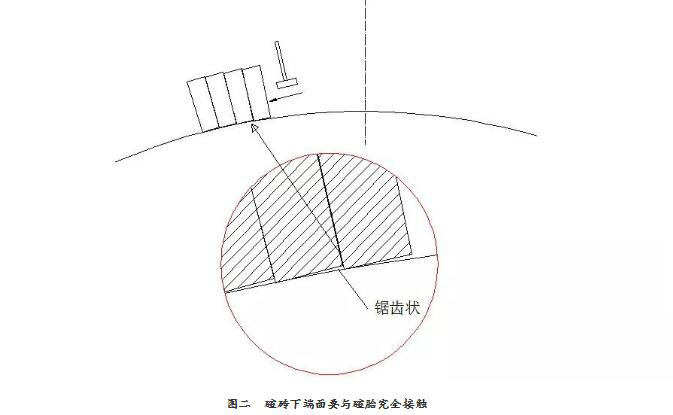
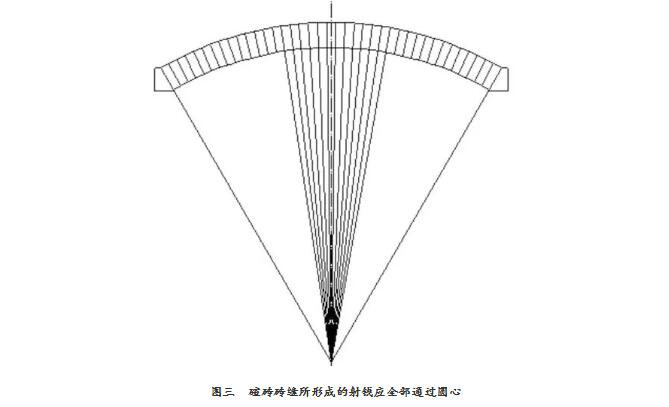
即该种碹砖砖缝形成的射线是不会通过圆心的,这种状况的炉盖在烘烤的过程中容易产生不规则而且较大的裂纹。而我们现在的作法是,在砌筑时,要求碹砖小头的下端面整个底面一定要跟碹胎靠紧(图二),在确保碹砖底面与碹胎靠紧的情况下主要敲下部,以确保每条砖缝的射线延伸线都通过圆心(图三),这样砌筑的炉盖使用8~10年完全没有问题。
若炉盖砖缝一定要求1mm,那么碹砖每块都应该进行研磨,而且应采用“打浆法”砌筑。在炉盖砌筑时,还存在一些其他做法,一种是硅砖不准浇水,用干砖直接砌筑,但这种砌法是不好的,因此硅砖的吸水性很强,泥浆打上去后马上就干了,泥浆不容易渗入砖的毛细管中去;最好的砌筑方法是“湿砌”,即在砌砖之前最好将砖用水浸透然后抹灰浆,使灰浆始终保持可塑性和不致在渗入砖的毛细管中时变硬而获得砌筑后将砖塑性结合的效果。
炉盖砌筑好后,要用钢结构将炉盖顶起来,炉盖顶紧受力后,炉盖碹砖要与碹胎产生脱离,炉盖两端容易看到大碹是否与碹胎脱离,而且也容易检查脱离开的距离是否一样高,但是中间就不好检查了,我们又没有合适的压力搬手使各个立柱的受力一样。这时可在炉顶上两端摆上一块标砖,然后在标砖上拉线,让炉盖各点的距离相等。
三
升温烤窑
1 大碹的保温
窑炉砌筑竣工后,涉及到窑炉烘烤的问题,在窑炉烘烤前要明确炉盖的保温问题,炉盖是冷态保温(简称“冷保”)呢或是热态保温(窑炉烘烤到1500度以上开始生产时才开始保温,简称“热保”)的问题,目前在行业中还存在这两种做法。我们行业二十多年前传统做法都是“热保”,等窑炉烘烤到1450度以上时才开始保温,这样可以看到炉盖是否发生“抽签”现象,若有“抽签”也便于处理。上个世纪80年代,原上海申光玻璃厂(后来的澳联玻璃有限公司前身)当时是引进中国的第一座窑炉,我有幸参观了他们的做法。去看时(当时正在烤窑),他们在冷态就将炉盖保温砌好,只预留炉盖中间约一米多宽的地方暂不砌保温(烤窑结束后再做保温),而盖上硅酸铝纤维毡,其目的是尽可能降低该部位砖体上下端温差又便于检查;因为在烤窑过程中,炉盖受热膨胀而产生的裂缝主要集中在炉盖中间部位,在烤窑过程中,用铁钩将硅酸铝纤维毡钩开就可以检查炉盖裂缝的情况,烤窑结束后将中间部位的硅酸铝纤维毡打扫干净,然后灌浆(或灌填很细的石英砂粒、或硅质耐火泥),最后将中间部位的保温材料砌好。
这种做法当时也是冲击我们的传统思维及行为准则的事,参观时我们非常困惑,万一炉盖发生碹砖“抽签”掉砖现象怎么办?!事后我们经历了反复比较,也将其原理想通了,炉盖在冷态保温后,炉盖在烤窑的过程中内外温差小,上下膨胀均匀,这样反而不容易发生碹砖“抽签”掉砖现象(我认为用“打浆法”砌筑、砖缝较大是前题条件)。而我们“热保”,虽然烤窑时炉盖上也盖了纤维毡,但是毕竟保温较薄,上下温差很大。特别是将纤维毡揭开清扫炉盖后,炉盖内外温差上1000~1200度。在这种状态下将炉盖保温层做好后,炉盖表面温度会迅速升高,外端部(外弧线)会发生较大的膨胀量,而内端面整个膨胀基本到位,外弧的膨胀量应该是让上端面的裂缝来吸收,但是这些裂缝被石英砂粒或硅质耐火泥填充掉了,若此时松顶絲、炉盖可能形成“下张口”见图四。
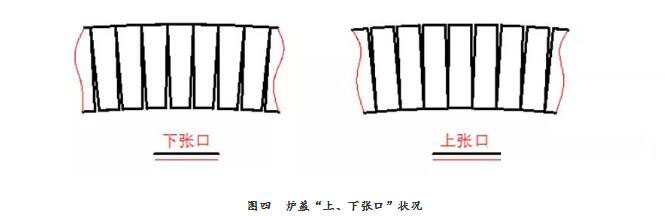
若不松顶絲,就会形成炉盖上升,形成轻微的“上张口”,只是被炉盖保温遮掩住了,没法看见而己。整个窑炉顶絲、夹具的受力就会发生较大变化。特别是炉盖保温时,碹顶爬高标志己经拆除(即使不拆除也会发生碰撞移位而失去指导作用),由于没有压力搬手及其他检测设备,只凭人的感觉是不完全可靠的,各部位的受力情况是不一致的,受力不均就会产生应力,这对砖体的寿命是有影响的。另外“热保”时,环境温度过高,炉盖上的热空气、辐射热使人有窒息感、脚下的热传导,劳保皮鞋烤变形,脚烫、汗流浃背,工人上到炉盖上是呆不住的,上去马上就想下来,这种工作环境,炉盖的保温工作是不可能做得很仔细的。
通过我们几十年的工作经历及大量的案例作比较,炉盖“冷保”比“热保”效果更好,出问题的几率更小(若出现炉盖透火,有相当部分原因是同排砖前后砖缝泥浆不饱满造成的),寿命更长,例如,四川天马115m2窑炉炉盖就是“冷保”,已经用了快13年了,现在从外表面上,仍然很好,没有发生过透火、穿火现象。
现在我们这个行业,个别厂家炉盖的施工上还存在误区,他们为了保障炉盖砌筑质量,不允许大量的人上炉顶砌筑,一个炉盖下来要做5~6天。我们在砌筑四川天马115m2窑炉炉盖时德国人要求我们事先把准备工作做好,在窑炉炉盖砌筑的过程中,要一鼓作气,砌筑时间不超过两天,理由是:若砌筑时间长了,砖缝中的泥浆干了(特别是夏天),泥浆的可塑性降低了,在窑炉砌筑完毕将炉盖顶起来后,由于受力后原来的砖缝大小,方向(是否通过圆心)都会发生一些微小的变化,由于泥浆干了,泥浆的可塑性降低,粘附力减小,对炉盖的整体性是有影响的。有的工厂在顶炉盖时向砖缝加水,希望增加泥浆的可塑性,由于时间短,又没有搅拌,其作用甚微。
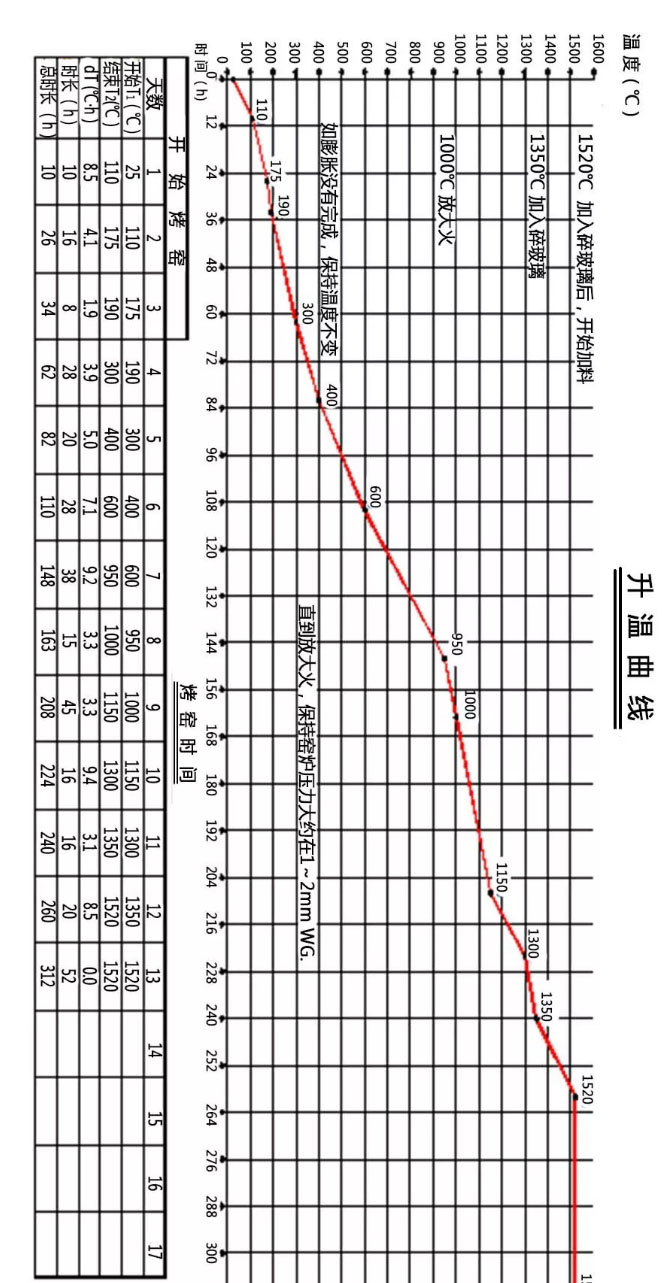
2 烤窑的升温曲线
窑炉的烘烤也是一个非常重要的环节,采用热风烤窑时,一定要摒弃快速烤窑的误区,以前有的厂家三天放大火,结果是砖体炸裂得一塌糊涂,窑体变形严重。这种做法是违背了各种耐火材料的客观规律所致。耐火材料大都是热的不良导体,比如硅质材料的导热系数是钢材的1/50。热传导都有一个过程,需要一定的时间,前后温差才尽可能小。再加上有的耐火材料自身还存在晶相的转变。晶形的转变往往伴随着体积的变化。若升温速度太快,高温端产生相变、发生体积变化,而外端面温度较低而没有发生相变,就要阻滞它体积变化,这时就会产生应力,当应力大于它自身的强度时,就产生裂纹而释放应力。现在许多窑炉烤窑时,注意了硅质材料的晶形的转变及相对应的温度,却又忽略了电熔锆刚玉砖的晶形转变及对应的温度,“含31%~33%ZrO2的砖…,在900~1200℃间有反常膨胀现象,这是由于ZrO2单斜晶形逆向转变为ZrO2正方晶形造成的”,我们在烤窑时发现电熔锆刚玉砖在放大火后普遍炸裂,除电熔锆刚玉砖在生产过程中、保温退火不好而产生较大应力外,大都与放大火后升温速度太快有关。
我们放大火一般都在1000℃以上,放大火后温度急剧上升,特别是燃发生炉煤气的窑炉,放大火后,由于煤气量、煤气压力不好调节,加上放大火初期,防止煤气爆炸等问题,因而炉温很快就上升250~350℃,因而造成电熔锆刚玉砖在放大火后普遍炸裂。特别是燃发生炉煤气烘烤的窑炉,由于煤气供应的压力起不来,虽然貌似热风烤窑,但是期间整个烤窑期间窑炉炉内压力起不来,燃烧后的废气主要聚集在窑炉上部空间,对流和传导传热效果都很差,因此炉盖800℃或900℃时(用发生炉煤气烤窑,不但温度波动大,而且要升到900℃以上比较困难),熔化池中下部温度要低150~200℃。我们用天然气或柴油烤窑时,炉内压力很大,温度场很均匀,炉盖纵向前后各点温度相差都不会超过3℃,蓄热室两侧温差也不会超过3℃。用发生炉煤气烤窑,表面看节约了10~20万燃料费,但是暗地对窑炉的损害绝不是10~20万可以弥补的。
下面推荐国外某著名窑炉公司的烤窑升温曲线表,它的长处是它不仅考虑了硅质材料、33号电熔锆刚玉砖的晶形转化温度,还考虑了41号电熔锆刚玉砖的晶形转化温度,在1300~1350℃时,升温速度为每小时3℃左右。我们通过实践,若能严格按照该升温曲线升温,电熔锆刚玉砖的炸裂会极大减轻,窑炉的烤窑质量非常好。
上述意见供同行们参考,不对之处请指正,欢迎交流探讨。