料滴从供料机落下进入初模腔,它的温度约在1180℃左右,经制瓶机近三十个制瓶工序到钳瓶钳出,此时此热瓶的温度在600℃左右,期间玻璃液温度下降大580℃以上。这些大量的热能由玻璃液传递到模具,模具又通过冷却风将此热量散发出去,使模具温度保持在一定的范围内。初模的温度测量(Blank Operating Temperatures)无疑在制瓶中是最重要参数之一,行话说得好:制瓶的质量控温度又是其成功的第一步。初模温度测量的发展其中包括:
一、初模手动热电偶测温(Thermocouple)
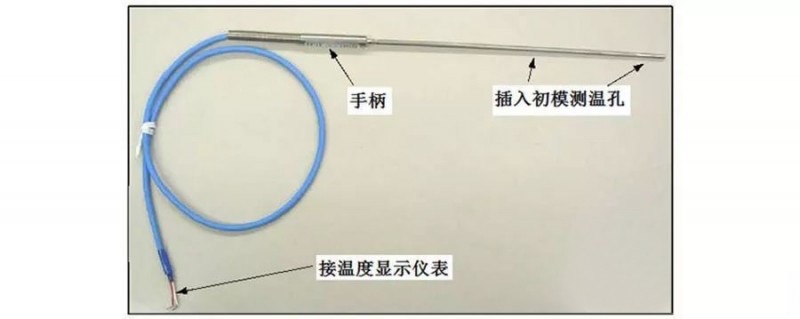
图一 初模模壁温度测量的专用热电偶
该种热电偶细长便于插入初模的测温小孔内。由于初模上有漏斗和闷头在此处上下运动以及左右的摆动,有可能碰及到此测温热电偶,因此要求它必须可以弯曲,避开闷头与漏斗的运动,同时要求其反应速度要快。它是一种铠装式的热电偶寿命长且价格低廉,完全可适应初型模具模壁温度的测量。
操作工手握住该热电偶的手柄将其插入初模的测温孔,即可进行手工测温。其示意图见图二。
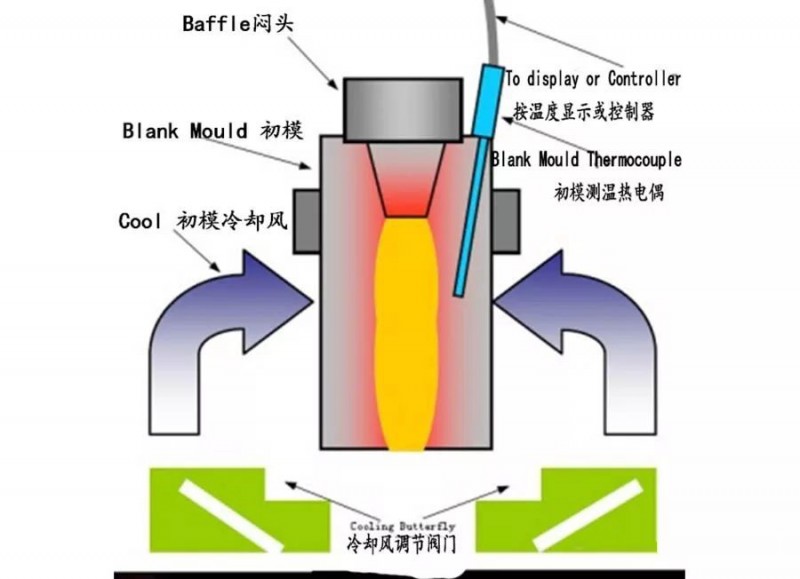
图二 初模测温的示意图
初模测温孔(TemperatureHole)的设计与加工:初模测温孔从初模靠近操作外缘处打一斜孔,这样可方便热电偶的插入。其测量点的深度A:吹&吹法在落料线往下一点,B:压&吹法是初模的中腰部(Waist)。
二者距初模内腔均约为十三毫米左右。这样能比较正确地反映出初模的温度情况。
同时实际生产现场测温热电偶可以经弯曲测温,以不影响初模侧闷头和漏斗上下运动和左右的摆动,测温孔应朝向制瓶操作员方向以方便热电偶的插入与拔出。这种热电偶在初模测温的方法历史悠久约有五、六十多年的实际使用历史,并且简单可靠价格便宜。它在国内外玻璃瓶厂得到长时间的广泛使用。
二、手提式红外线初模测温
红外线是一种能够捕捉到物体表面红外线辐射能量继而将其转变成为人眼可见的温度的一种仪器设备。
红外测温与热像仪的工作原理:世界上所有超过绝对零度的物体都在红外波段辐射能量,红外光是电磁光谱中介于可见光的红光和微波波段之间的一种电磁光。人眼是看不见红外光的,红外测温与热像仪利用特殊的光学镜头和传感器,将人眼不可见的物体热辐射转换成人眼可见的温度与图像,可供人们作进一步的研究与分析。其原理简单描述。任何物体只要温度高于绝对零度(-273.15℃),就会按其表面温度自然地向外发射红外辐射。物体的温度不同,辐射能大小也不同。红外测温与热成像系统正是利用红外探测器、光学成像物镜和光机扫描系统,在不接触物体的情况下接受物体表面的红外辐射信号,该信号转变成电信号后,再经过电子系统处理传至显示屏上,显示出温度值或者相应的“实时热成像”。
A 远红外测温仪,见图三。

图三 远红外测温仪
此测温仪设计为手枪式方便手握可在现场测温。操作者将光点对准初模被测温处,按下按钮即可得到被测点的温度值。安全方便价格适中。但要对准某一点手握控制有点困难。
B 远红外测温成像仪,见图四。
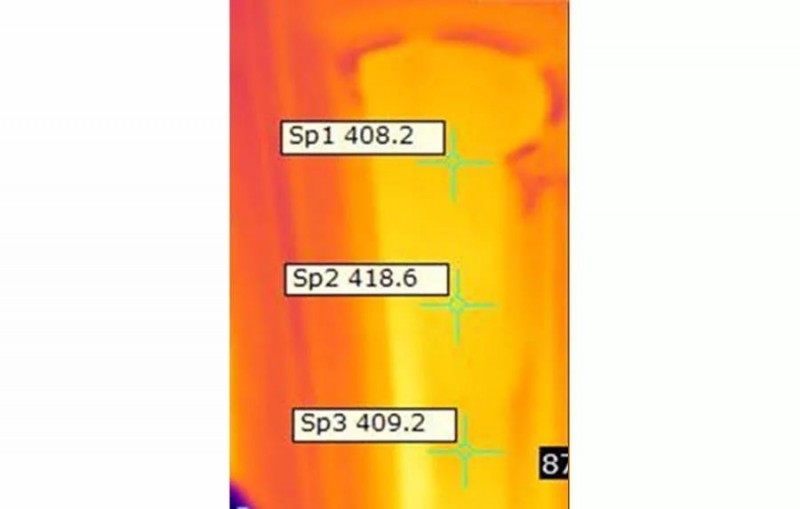
图四 初模红外热成像图
用红外线热像仪测量初模的温度,它可以测量一个面的温度可对照比较进行分析,同时也安全方便但是其价格昂贵。
随着制瓶机的高速化以及轻量瓶的普及,对初模的温度控制要求越来越高,人工测量显得跟不上其机速,人工测量也不能准确定位。最近EUCHER Emhart公司发明出自动远红外测初模温度系统。
三、初模自动远红外测温见图五
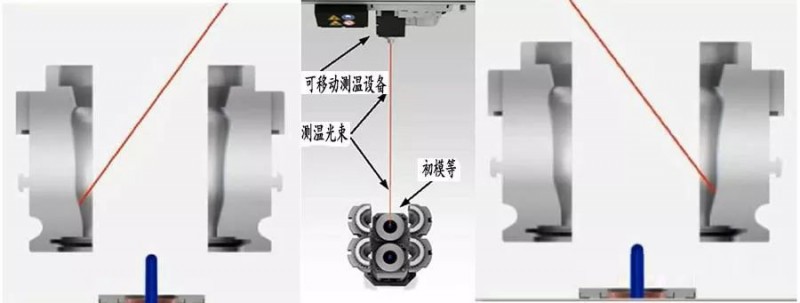
图五 初模自动测温示意图
我们从图五中可以看到其上方是一可以移动的测量装置,它射出一束光线用来测量初模侧温度。当它移动到左面或者右面它测出初模模左右腔室的温度。中间位置是测出小口压&吹法的冲头(或者是吹&吹法的芯子)的温度。它将测出的温度传输到显示屏上,请见图六

图六 自动测量初模温度数值显示屏
图六中12块数值表示制瓶机有12台组机,每块有上下二排表示是双滴料,每块左面表示初模左面腔室的温度,中间是冲头(或者芯子)的温度,右面表示初模右面腔室的温度。绿色表示温度在正常范围内。红色表示被测的初模超温,蓝色表示被测的初模温度过低。
另外对于初模测温的其他工况它也有其显示页面说明,见下图七
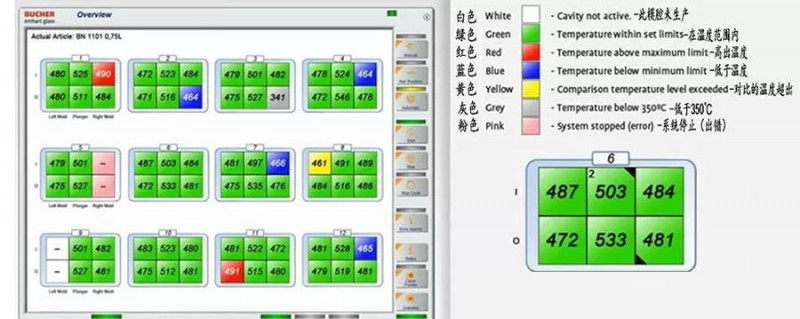
图七 初模测温的其他说明
其中白色表示此模腔没有工作,绿色表示温度在正常范围内,红色表示被测的初模超温,蓝色表示被测的初模温度过低,黄色表示温度超出对比的温度值,灰色温度低于350℃,粉色表示系统出错。这样的显示可使操作者一目了然。当然这些被测初模温度信号也可输入温度调节器里,在电脑里进行比较分析后其输出可自动控制各初模的温度值。该系统可真正做到自动测温了。
四、初模温度控制不佳所产生的缺陷
如初模温度控制不良它会产生众多的玻璃瓶缺陷。其中较典型有:
1 瓶身薄(ThinSide):瓶身某区域太薄,瓶身厚度达不到设计要求,造成原因是初模某区温度过高,在正吹气时此处玻璃液快速溜开形成瓶身薄,此缺陷在玻璃瓶抗冲击性能时较差。
2 瓶肩薄(ThinShoulder):瓶肩厚度达不到设计要求,其原因同上。
3 瓶肩吹不足(Notblown up shoulder):瓶子未完全成型造成瓶肩处不足,造成原因是初模此处温度过低,玻璃液吹不开。
4 .玻璃瓶厚薄不均(UnevenDistribution):玻璃瓶的玻璃分佈不均,造成原因是初模的温度不均所致.
5 瓶跟薄(ThinHeel):瓶跟处玻璃厚度达不到设计要求,低于规定的最小厚度。造成原因是初模根部温度过高,在正吹气时此处玻璃液快速溜开形成瓶跟薄,此缺陷的玻璃瓶抗内压力较差。
6 厚颈(SlugNeck):玻璃瓶瓶颈处厚,造成原因是初模前端处温度过低,此缺陷对于葡萄酒瓶是较为严重的缺陷,它会导致酒瓶塞塞不足或塞不进。
初模温度的测量其重要性众所周知,但由于各玻璃工厂的生产情况不一,因此选用测温方式时要根据各厂的具体情况选用和购买,原则是从价格低、成熟的技术先试用,积累经验后再徐徐跟进。以上观点不妥之处望同行们指正。












