众所周知,玻璃包装容器制造企业的产业特征,就是企业要依靠多要素的“效率优先”原则,以“高机速”和“轻量化”为主导的“高效率”,进而获得较好的企业“经济效益”。在制瓶生产成型工艺的初型模上采用垂直冷却装置,可极大提高制瓶机速,一般容量500毫升以下的减重瓶,其机速都不低于10转/分左右,而小口压吹(NNPB)法330毫升啤酒瓶机速都超过14转/分以上甚至更高。
1必要性与优势
鉴于产品的轻量化(含减重瓶)和制瓶生产成型的高机速,这是玻璃包装容器制造企业必然选择的技术发展方向,也是增加企业经济效益的重要路径。
1.1 毋庸置疑的成熟技术
笔者20年前就开始实操的经历,充分验证了初型模垂直冷却装置确实能更有助于提高制瓶成型生产的高机速,能促进产品质量的提升。
实践也验证了初型模垂直冷却装置,它对产品轻量化(包括减重瓶)所起到的重要作用也是毋庸置疑的。
1.2 结构机理的优越性
初型模垂直冷却技术,从其结构机理上分析,其优越性在于:
▪它能使初型模整体内腔面的温度分布更加均匀,对初型模的冷却效果也更稳定。
▪它能使三滴料(或四滴料)的左右侧模腔,特别是前中内侧模腔的冷却效果非常接近,即温度的差异更少,更有利于玻璃初坯的均匀分布。
▪它还能继续使用原来的标准模具抱钳和钳板,仅需稍作局部改善。
▪对压-吹(P&B)法或小口压吹(NNP&B)法成型,它可选择从初模侧冷却风蝶阀引出单独的口模冷却装置。
▪初型模的冷却风蝶阀,它可采用独立电子定时控制(即增加一个电磁阀),冷却风的调节比较灵活。
▪初型模垂直冷却,它可依据抱钳和初型模尺寸不同,选配不同的冷却风箱,可360°不间断进行冷却。
1.3 初型模垂直冷却纵深
其实,初型模垂直冷却的最大优越性,不仅在于它能够较大幅度地提高制瓶机成型的机速,关键能较明显实现产品的轻量化(或减重),提高瓶壁厚度分布的均匀性。更重要的是,实证性案例表明它比以往传统风嘴式侧向冷却方式,能够节省约50%的冷却风量,这就极大地节省了电力消耗。
初型模垂直冷却工艺技术,及其垂直冷却装置的硬件,都属于成熟实用技术,其先进性和可操作性已经历过多年考验,以及多个实证案例验证,在国外被广泛应用。
实操经验表明,小口压吹(NNP&B)法工艺,要实现高机速和产品轻量化两个指标,初模垂直冷却确是别无选择的必然路径。
2结构与性能评析
2.1 垂直冷却机构综述
若干年前,垂直冷却机构装置由EMHART- GLASS(埃姆哈特)研发成功并推广到全球。
随着时间跨度推移,垂直冷却机构装置的结构形式也有了突破性发展,德国HEYE、意大利BDF和BOTTERO等行列机制造商推出了多种不同结构形式的垂直冷却装置机构。
2.2 成模垂直冷却的结构形式
多年来,国外的成模垂直冷却,早就成为标配模式;近年来,在国内也几乎都成为标配,从而促成了制瓶机的成型机速有了较明显提高。
因为成型模的垂直冷却风大多都是经底模在模具关闭时从其下面往上吹(单向);由于制瓶机钢结构底盘出现,成模垂直冷却风可穿越制瓶机底盘直接进入成型模,这就极大提高了冷却效率,但随着机速的进一步提升,该冷却的短板开始显现(冷却时间受限),为此而引入昂贵且维修难度大但散热效果快的铜合金材料,也促使360°冷却装置的研发及应用。
在国外成模的垂直冷却风,是以风压超过1000Pa单独的一台冷却风机直供方式,进而使成模的冷却效率更好,也促进了高机速的技术进步和发展。
2.3 初型模垂直冷却的结构形式
当今国外在行列式制瓶机的垂直冷却技术和硬件装置上,以初型模为例,大致可分为三种不同结构和冷却方式:
第一种 冷却风是从初型模“自上往下吹”的形式。
第二种 冷却风是从初型模“自下往上吹”的形式,这是小口压吹(NNP&B)法工艺通用的冷却方式。
第三种 冷却风是从初型模中间分别“向上、往下吹”的形式,即“双向垂直冷却(轴向冷却)”, 初型模的上下部冷却风孔径和分布设计可根据产品需求而不同,它在国内有用案例。
2.4 依笔者在国外所见,以及在国内实操案例验证,综合结论是:小口压吹(NNP&B)法工艺,要实现“高机速”和产品“轻量化”两个指标,初型模“垂直冷却装置”确是别无选择的必然路径。而且,垂直冷却风若是“单向” 的吹风方式,则基本上是“自下往上吹”的形式。
据悉,国产行列机比较先进的垂直冷却风(平行开关,双向吹风)则是从中间进风分别向上、下两个方向吹风,这种新机型也刚问世不久,但其实操效果也正随着生产使用实践时间的累积而得以验证。
2.5 初型模垂直冷却机构装置的几种不同冷却结构形式
通常都是把蝶阀的冷却风通过伸缩管和球形万向接头连接到风箱(如图1、图2所示)。
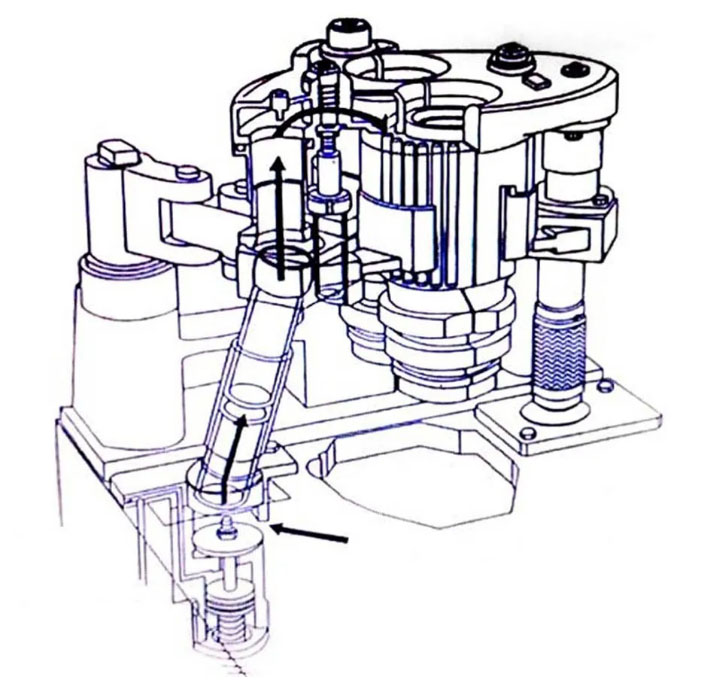
图1 初型模垂直冷却机构透视图(自上而下)
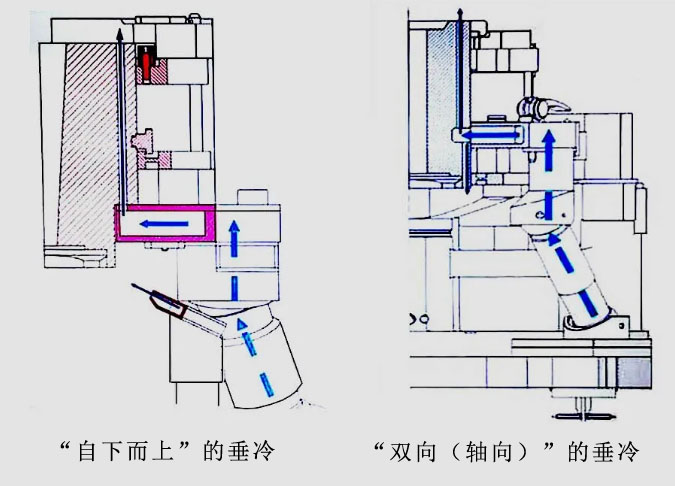
图2 初型模的垂冷形式
2.6 典型案例简述
以笔者实操的初型模“垂冷机构装置”技术改造案例:
在引进德国HEYE(海叶)10组三滴料4-1/4〞行列式制瓶机上,因为原本并没有安装初型模垂直冷却机构装置,即仍采用风嘴叠加组合侧冷方式,初型模前中后的温度差始终困扰产品质量及机速的提升。为此经多方技术咨询,最终选用了意大利BDF的初型模垂直轴向冷却机构硬件装置,直接安装在德国HEYE(海叶)原配置的初型模抱钳上(仅局部稍作修改),且鉴于两家行列机都是英制单位,在机构对接上也就不存有任何问题(如图3所示)。
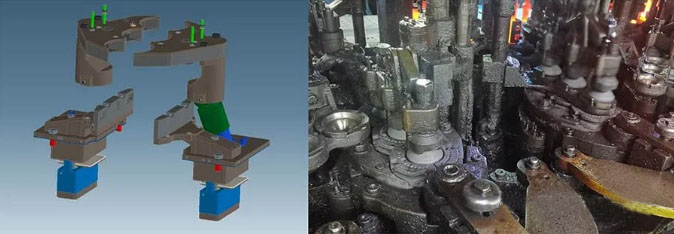
图3 外购的初模垂直冷却的硬件装在已有的HEYE机上
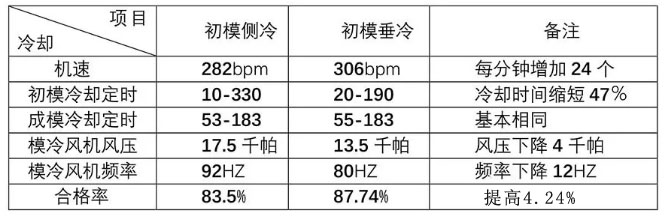
同一产品、同一生产线初型模采用不同冷却方式的实际效果对比
2.7 关注点
2.7.1意大利BOTTERO(宝特罗)E-MOC垂直冷却的技术装置,如图4所示:
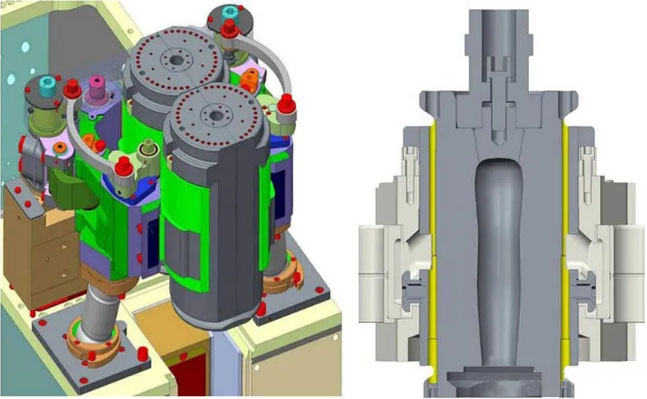
图4 意大利BOTTERO(保特罗)的初模垂直冷却
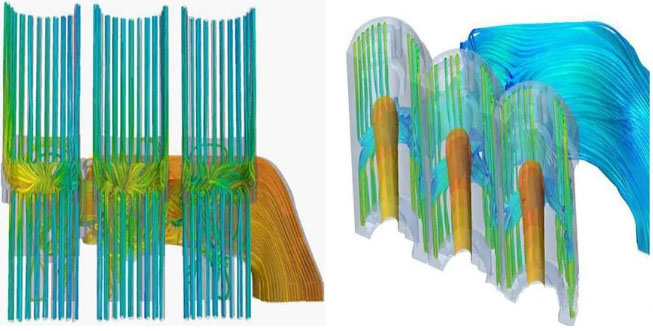
图5 意大利BOTTERO(保特罗)E-MOC垂直冷却风流向
2.7.2图5所示是意大利E-MOC初型模垂直冷却的技术装置─ 冷却风“双向”吹风的流动状态示意图(仅作为知识性认知)。
其结构特点是“双向”冷却风的吹风形式,即冷却风从抱钳“中间”进入,分别“向下吹”冷却风的同时也“向上吹”的冷却风,被国外业界认知是一种较为先进的结构形式。这种机构装置技术上的特点是初型模冷却风的“通风孔直径”和“通风孔的分布”设计可根据实际生产需求而完善。
意大利这种先进的E-MOC“垂直冷却”装置,在国内某企业的多台行列式制瓶机上已经使用几年,并取得了很有实效的成功。
国外某企业的这个“实证性使用案例”的实践,也充分验证它是一项成熟有效,且又实用的先进技术装置。
2.8误区
国内大部分玻璃包装容器制造企业,已经采用了成型模侧的垂直冷却技术,但大多数制瓶机的机速都比较低(转数一般都在10转/分以下)的现实。这样低效率的机速必然制约着企业经济效益的提高。
3.0实证性案例验证
尽管国内对“初型模垂直冷却”技术应用实操案例并不多,以笔者多年的实践,认为初模垂直冷却,其技术的实用性和可靠性都是没问题的。
目前,小口压吹(NNP&B)法初模垂直冷却装置机构,EMHART匹配单向式 “自上向下吹” 的冷却结构形式(可360°范围进行冷却),而HEYE为“自下向上吹”(仅当初型模处于打开状态时才进行冷却)。
3.1国内某企业在引进德国10组3滴料行列式制瓶机上,初模由风嘴叠加侧冷改造为垂直轴向冷却。
▪采用吹吹(B&B)法成型工艺
▪ 250毫升雕刻啤酒瓶
▪瓶重185克(±2克),轻量化指数L=1.108(属轻量瓶)
▪一次性非回收减重瓶,产品质量要求没有改变
▪成型机速 12.1转/分(363个/分)
评析:
▪该案例是为了满足客户对原产品质量要求几乎不变的前提下减重15克,促使成型系统生产工艺技术寻找突破,改善初模前中后、左右及上中下温度不均匀常见问题。
▪国内市场需求倒逼:一方面啤酒消费已呈小容量包装态势(330→250→207→175→150ml),一次性非回收瓶占比越来越大,减瓶重必然成为客户降成本的首选;另一方面玻璃厂为确保窑炉出料量、实现吨成品售价的最大化,提升机速成为必选项。
▪在大批量连续生产的全程状态下,成品率要达到90%以上,除了玻璃液整体温度的均匀性外(供料道玻璃液热效率达 95%以上),前中后初型模温度的一致性,离不开初型模垂直冷却技术(瓶壁厚度均匀的有力保障),证明其对成型生产工艺的技术先进性和实用性是毋庸置疑的。
3.2国内南方某企业10组3滴料行列式制瓶机
▪采用小口压吹(NNP&B)法成型工艺
▪ 275毫升饮料瓶
▪瓶重195克(±2克),轻量化指数L=1.090(属轻量瓶)
▪产品质量要求以国标为准
▪成型机速 10转/分(300个/分)
评析:
▪此案例是为客户生产啤酒瓶验厂提供数据而为,产品生产难度相对不大,提前对成型系统生产工艺进行完善。
▪连续生产2个月,为了摸索出适宜的成型工艺参数,机速中规中矩,成品率最终也达到90%以上,除了玻璃液整体温度的均匀性外(供料道玻璃液热效率可达 97%以上),海叶自带初型模垂直冷却装置(仅在初模打开时才冷却)为前中后初型模温度的一致性,即瓶壁厚度均匀提供有力保障,也证明了其对成型生产工艺的技术先进性和实用性。
3.3国内北方某企业进口8组双滴料行列式制瓶机
▪生产采用吹─吹(B&B)法成型工艺
▪产品为330 毫升高脖子啤酒瓶(属成型“难度系数”较高的产品)
▪该产品是给国外某高端品牌供货,对产品质量标准的要求极高
▪该制瓶企业完全通过了(国际惯例)生产体系的过程认证
▪客户对其产品的质量要求和产品验收标准与欧洲一致
▪机速12转/分(192个/分)
▪瓶重190克(±1克)
▪连续性生产的成品率为 90.7~93.4%
评析:
用吹─吹(B-B)法成型生产工艺生产如此难度较高的产品,应视为是一个典型案例。它的独特之处就在于:
▪用吹─吹(B-B)法能够生产如此“高脖子”的小啤酒瓶,需要较高成型技术水平的强力支撑。
▪这个产品因瓶脖“较高”工艺难度极大,其成型机的“高机速”(12转/分),与设备硬件和技术软件的两个重要支撑有关。
▪该案例行列机的初型模侧和成型模侧,都装有进口意大利BOTTERO(宝特罗)E-MOC装置,其成型机速也较高(12转/分)。其背后是与系统设备硬件和技术软件两个强力的支撑有关。
▪笔者认为,这个实质成熟的案例,也足以给业内提供借鉴。
▪此作为一个经典性案例,应以较高的思考维度,从硬件设备极好的“性价比”上,进行理性又理智的研究和分析,结论是在其价值取向上都应该是值得的。
3.4 结论综述
从以上所列的国内企业使用初型模垂直冷却成型工艺的实证性案例充分验证并表明了它的成熟性、实用性。笔者觉得,案例的印证就是最好的说明。
案例这几家企业,选用了不同类别的初型模侧垂直冷却的成熟案例,应引导国内玻璃包装容器制造业的高度关注。
3.5展望与期待
中国玻璃容器成型工艺技术始终处在追赶学习国际先进企业经验的道路上,要通过设备硬件更新,大量普及伺服控制,360°初模、成模侧垂直冷却装置的引入,这给操作带来便利的同时大大降低劳动强度,也为机速提升确保机构动作稳定运行提供保障。
随着市场竞争的加剧,环保及碳排放的严格管控,顺应国家绿水青山的宏图,以节能减排带动行业技术进步。玻璃容器行业相信也不久的将来必朝着集约化发展,与下游客户形成真正意义上的战略合作伙伴关系,随着新装备的研发并及时更新,踏入国际先进行列。
对这个专题性文稿的论述,笔者诚心恭请国内业界同仁们提出批评指正。












