一、抱钳机构的作用
支承初型模和成型模抱钳,借助花键轴传递来的扭矩,驱动初型模和成型模抱钳的“开”和“关”。
此机构包括两个主要组件:
1 初型模夹钳支承机构,参见图13-1和图13-2。
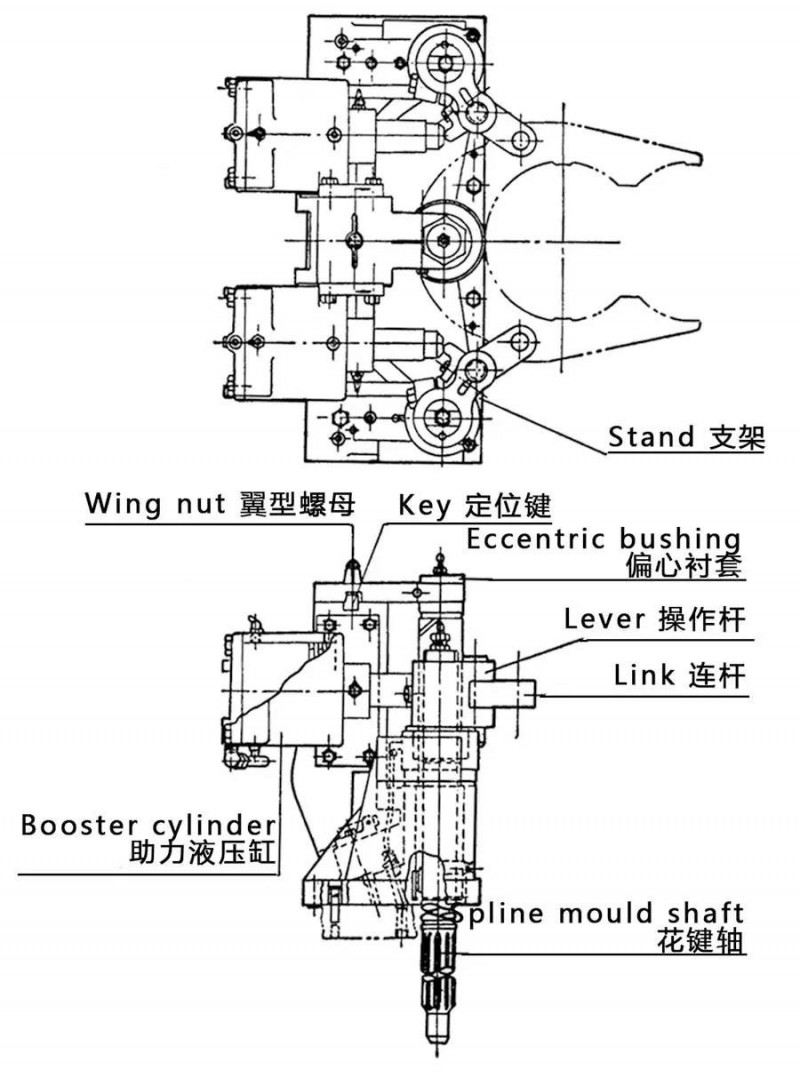
图 13-1 初型模抱钳支承机构
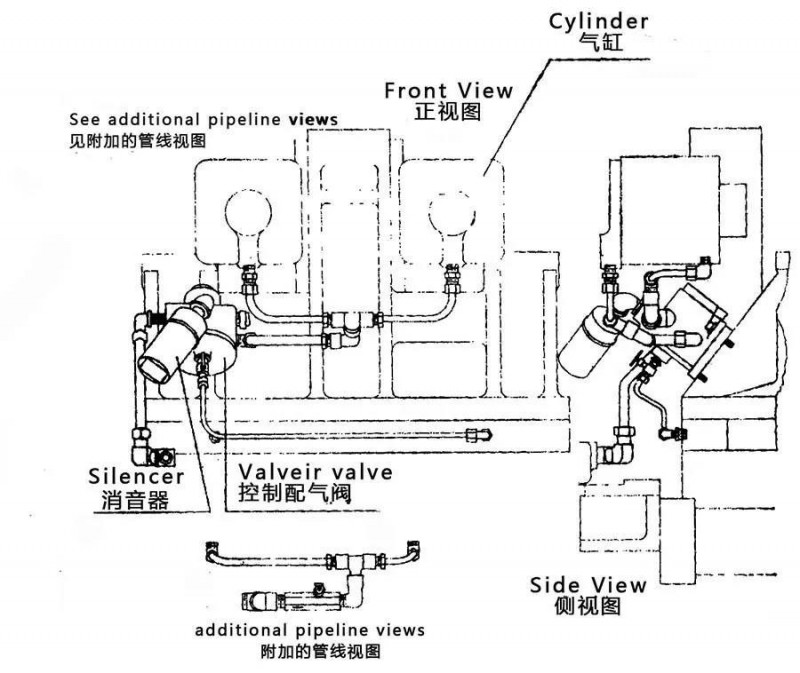
图 13-2 初型模抱钳支承机构前视及侧视图
2 成型模夹钳支承机构,参见图13-3。
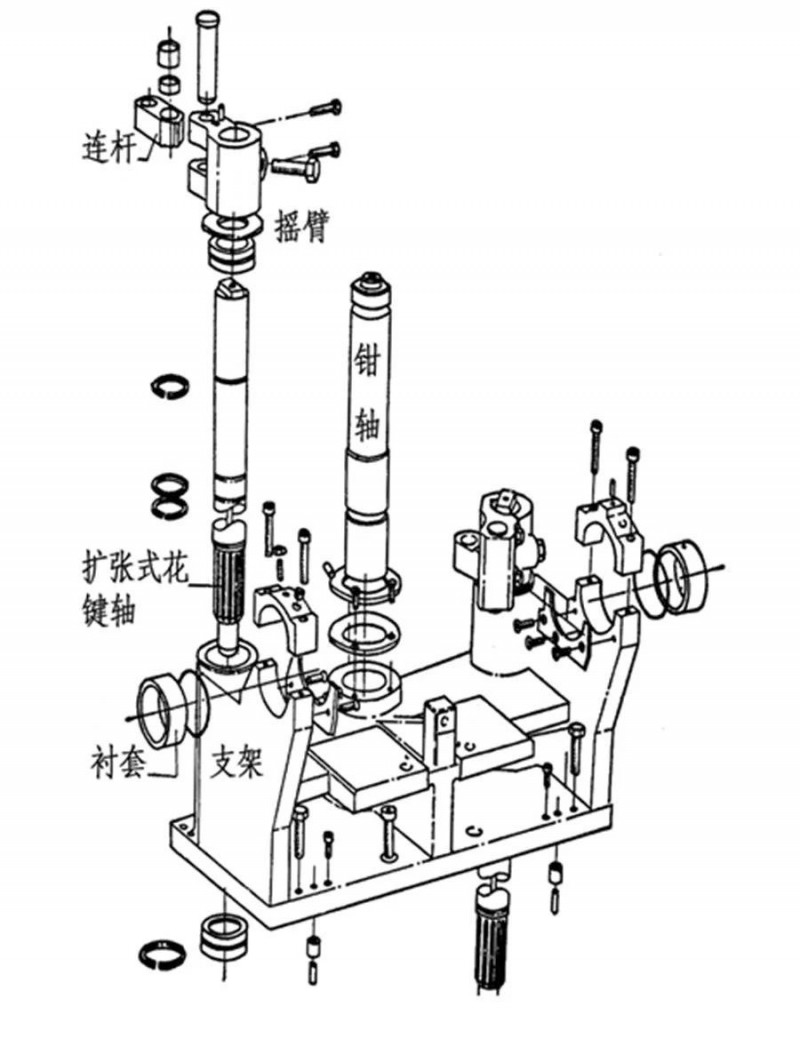
图 13-3 成型模抱钳支承机构零件
二、主要组成零部件与工作原理
1、初型模抱钳机构
主要由支架、抱钳、定位心轴、助力气缸、配气阀、联杆、摇臂、花键轴等组成。整个机构由六个内六角螺丝固定在机组框架的顶板上,如图13-1所示。
⑴ 初型模支架它是整个机构的支承体,初型模抱钳安装在支架中间的定位心轴上,定位心轴和支架之间还装有一块固定板和偏心套,调节偏心套可保证定位心轴的垂直,防止机构动作时定位心轴弯曲变形。为了保证操作和维修的安全,在支架上还装有护杆。另外,支架还充当芯子机构高度调节齿轮杆的定位点。
⑵ 初型模抱钳随设备厂家及机型的不同而产生差异,这里就Emhart公司1#和2#两种规格进行说明,各配有不同规格的嵌板、钳板和夹板。EF型双滴料行列式制瓶机1#抱钳有模具外径∮5-3/8"、宽1-1/2"和2-1/2"两种规格的嵌板;2#抱钳有模具外径∮5-3/8"和∮6"两种规格的钳板和夹板。国产QS系列行列式制瓶机的1#抱模具抱钳有模具外径∮136mm、宽88和64mm两种规格的嵌板;2#抱钳有模具外径∮136mm和∮152 mm两种规格的钳板和夹板,2#抱钳的钳板和夹板有三种装配方式。选用1#和2#初型模抱钳以及嵌板、钳板和夹板的安装方式均视产品重量、瓶身高度和外径确定,装配方法如图13-4~13-6所示。
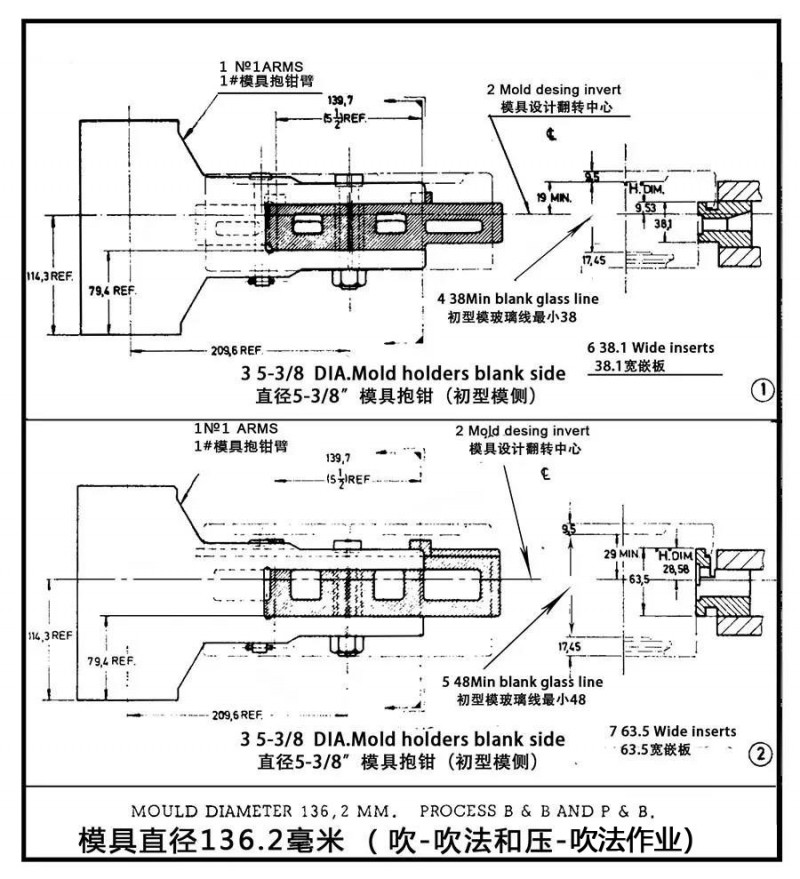
图 13-4 使用l#模具抱钳臂的初型模装配组件
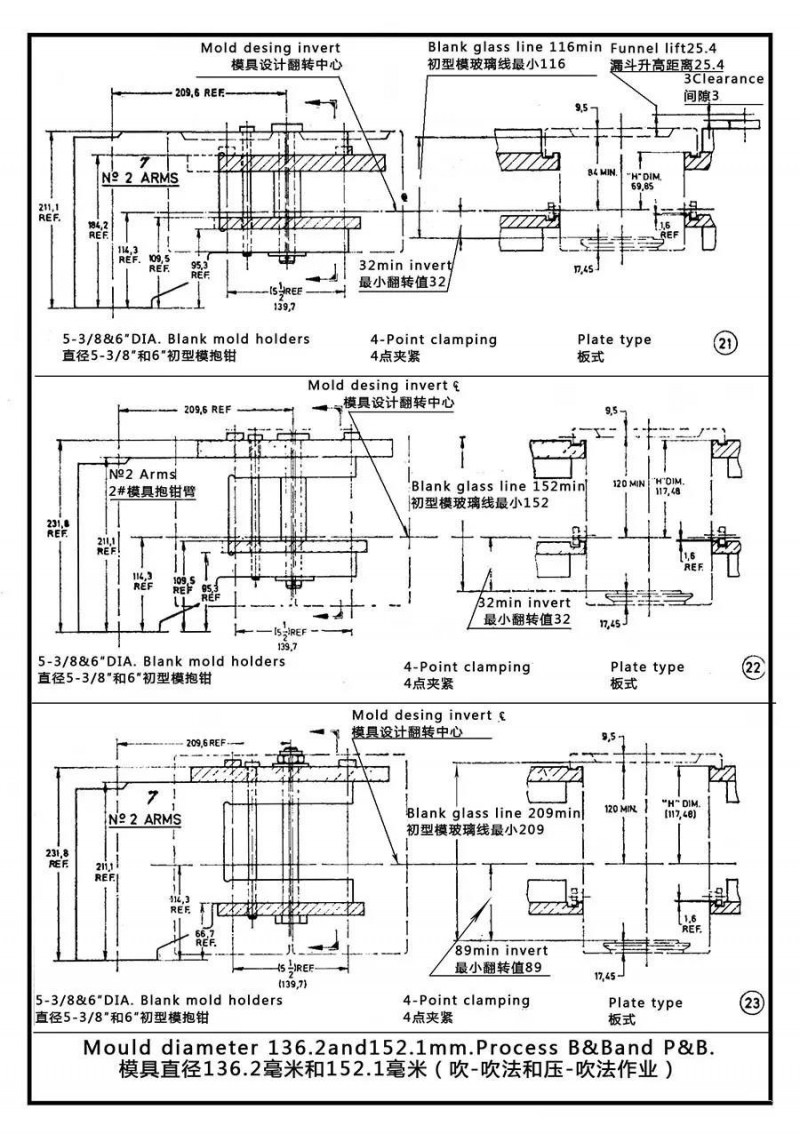
图 13-5 使用2#模具抱钳臂的初型模装配组件(a)
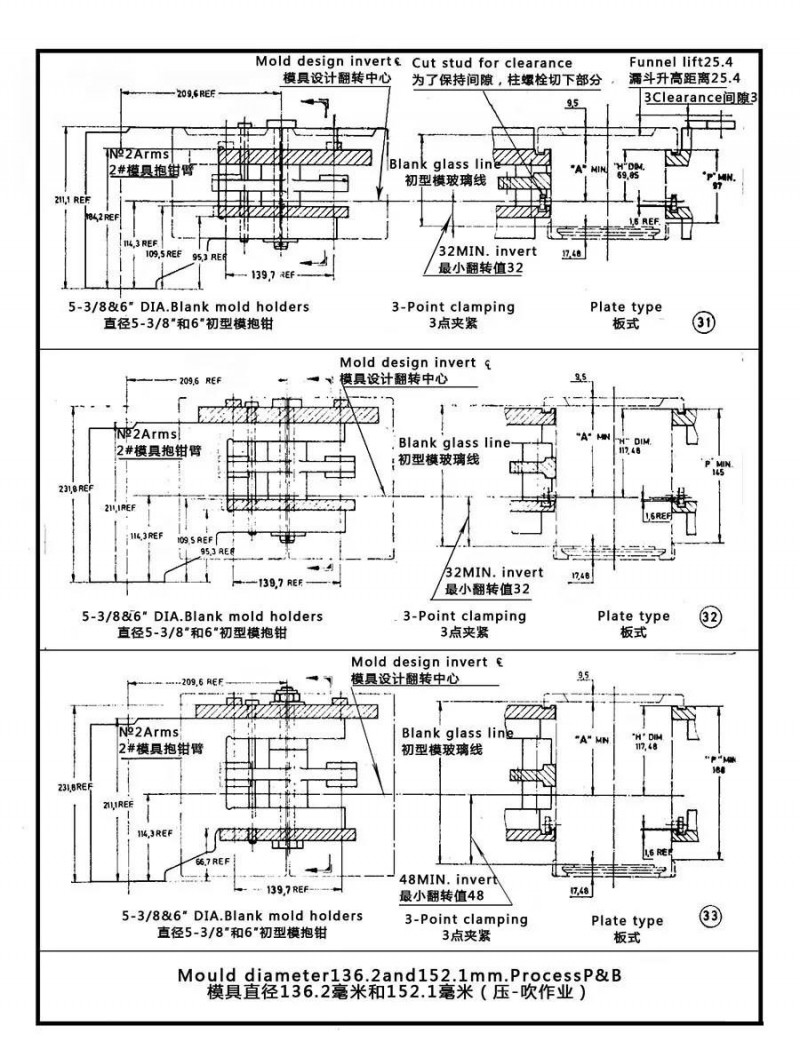
图 13-6 使用2#模具抱钳臂的初型模装配组件(b)
双滴料初型模抱钳与QD型行列式制瓶机的模具抱钳相比充分显示出其优越性。首先,它的适用范围较QD型制瓶机的模具抱钳广,只需调换嵌板或钳板和夹板的装配位置不同,即可满足生产工艺要求;其二,减少抱钳的规格品种。
⑶ 在初型模支架两旁各装有一个助力气缸,其作用是增加初型模的夹紧力。助力气缸为双作用单出轴气缸,双向进气由一个配气阀配气,配气阀的低压操作空气由阀箱气室6#气路上的压盖引出,配气阀控制气路由阀箱4#气路引出,在引出的管路上有一个调节阀,以控制助力气缸的配气速度。气缸两端均无终点缓冲装置,以配气阀引至两气缸出杆端的驱动气路上设有一个调节阀,它既控制助力气缸在活塞杆伸出时的排气速度,又控制活塞杆缩回时的进气速度,从而达到双向行程的控制,如图13-2所示。
⑷ 初型模抱钳的“开”和“关”由左右两侧的联杆、摇臂和花键轴来带动。模具为两瓣对开,分别装在左、右抱钳臂上的嵌板或钳板和夹板上,并随抱钳运动。抱钳以定位心轴为中心旋摆,开度为65°,结构原理与QD型行列式制瓶机的初型模抱钳机构基本相同。不同之处有两点:①联杆衬套采用滚针轴承;②链轴和花链轴套在长期操作运转过程中,由于磨损而产生间隙,使初型模的夹紧力下降,影响瓶子质量,为了消除这个不利因素,机构中采用助力气缸来增强初型模的夹紧力。
2、 成型模抱钳机构
⑴ 结构基本上与初型模抱钳机构相似,主要由支架、抱钳、定位心轴、联杆、摇臂、花键轴等组成。整个机构也由六个螺丝固定在机组框架顶部。不同之处有:① 无助力气缸;② 采用扩张式花键轴;③ 机构支架还支承口钳机构。
⑵ 成型模抱钳机构在长期操作运转过程中,其花键轴和花键轴套也会由于磨损而产生间隙,使成型模的夹紧力下降,但因成型模抱钳机构所在空间的位置限制,无法采用助力气缸予以辅助,故采用扩张式花键轴,通过调节花键轴顶部的调节螺丝,推动调节杆向下伸入,使花键轴径胀大,以使花键轴和花键轴套之间有良好的配合,保持成型模始终有良好的致密性和夹紧力(成型模抱钳机构如图13-3所示)。
⑶ 成型模抱钳也同样有1#和2#之分,与初形模1#和2#抱钳不可互换通用,这一点必须注意。EF型双滴料行列式制瓶机的1#抱钳有模具外径∮5-3/8″、宽1-1/2″和2-1/2″两种规格的嵌板;2#抱钳有模具外径∮5-3/8"和6"两种规格的钳板和夹板。国产QS系列制瓶机的1#抱钳有模具外径∮136 mm、宽38 mm和64 mm两种规格的嵌板;2#抱钳有模具外径∮136 mm和∮152 mm两种规格的钳板和夹板,2#抱钳的钳板和夹板有四种安装方式。1#抱钳和2#抱钳的嵌板、钳板和夹板的安装方式见图13-7和13-8。
成型模也为两瓣对开,分别安装在左、右抱钳臂的嵌板或钳板和夹板上,并随抱钳运动,成型模的开度为60°。图13-7, 13-8。
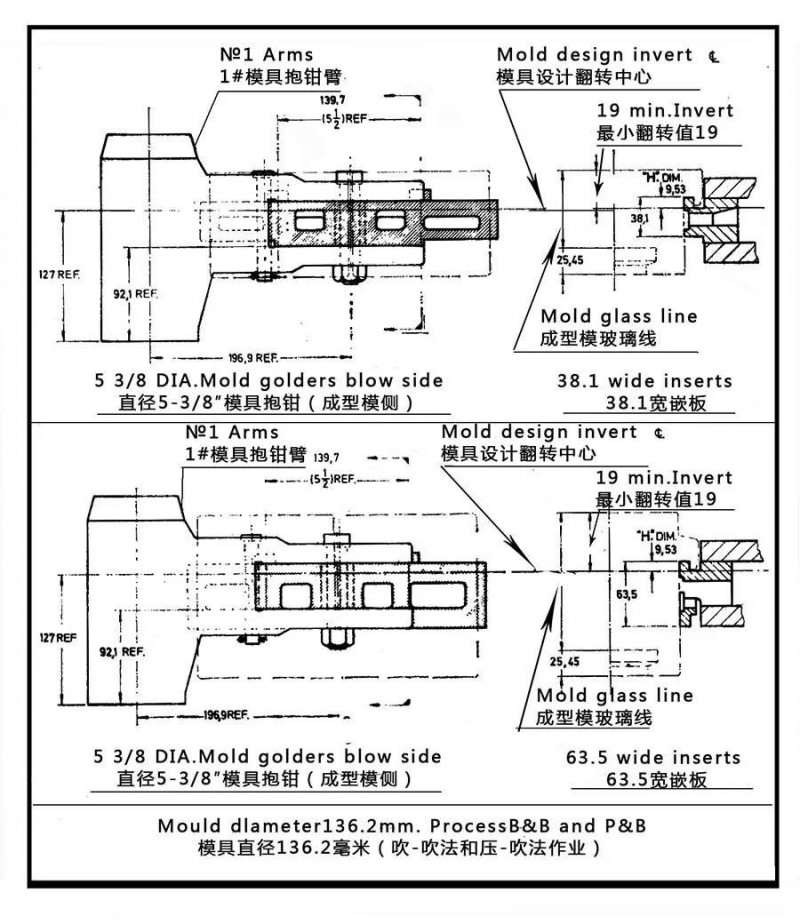
图 13-7 使用1#模具抱钳臂的成型模装配组件

图 13-8 使用2#模具抱钳臂的成型模装配组件
3、工作原理
初型模和成型模的两瓣分别挂于左、右抱钳臂的嵌板和夹板上,模具与嵌板或钳板之间采用环形凸台和定位块的方式联接和定位。在操作过程中,抱钳的打开和关闭动力来自初型模和成型模开关气缸,通过联杆机构驱动初型模和成型模抱钳机构的左、右花键轴转动,从而带动左右摇臂、联杆,使初型模和成型模抱钳“开”和“关”,完成初型模和成型模的开关动作。另外,当初型模关闭后,1#气路供气,阀箱4#气路同时被接通,套筒插入口模后,助力气缸的配气阀控制气路同时工作,来自阀箱气室的低压操作空气经配气阀进入助力气缸后腔,推动活塞杆向前移动,使活塞杆前端支顶在摇臂的顶板上,保持初型模夹紧。在初型模打开前,阀箱4#气路被切断,套筒退出口模,同时助力气缸的配气阀阀芯在弹簧作用下复位,使来自阀箱气室的低压操作空气经配气阀进入助力气缸前腔,推动活塞杆向后移动,保证初型模能够打开。
双滴料模具抱钳是插在模具支承机构的铰链销上。双滴料模具抱钳包括有两个铰链臂,该臂支承着实际的抱钳或钳板。模具抱钳臂的铰接方式与单滴料模具抱钳相同。每一钳板用一个柱螺栓固定在抱钳臂上,并允许钳板绕此螺柱栓有些活动,使得在两个模具上的闭合力达到完全的平衡。模具是卡装在钳板的圆柱表面,其上部的子口正放于钳板的上部表面上。在钳板上有一个方形键块正卡在模具的缺口里,用来防止模具转动。
三、用于双滴料的模具抱钳
1、用途
用来支承双滴料初型模和成型模,并且当模子开和关时,把模子保持在准确位置。(图13-9)。
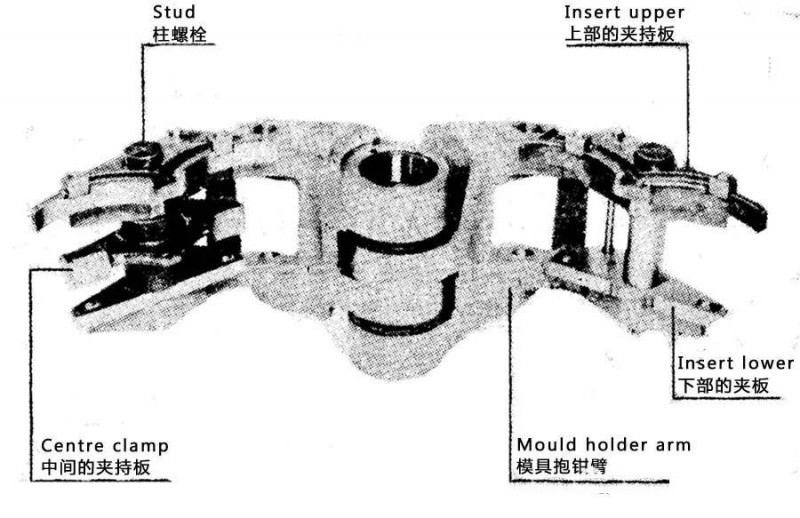
图 13-9 2号模子夹钳臂,装有3点夹紧的夹持板
2、简述
双滴料模子夹钳是插在模子支承机构的铰链销上。双滴料模子夹钳包括有两个铰链臂,该臂支承着实际的夹钳或夹持板。
模子夹钳臂的铰接方式与单滴料模子夹钳相同。
每一夹持板用一个柱螺栓固定在夹钳臂上,并允许夹持板绕此螺柱栓有些活动,使得在两个模具上的闭合力达到完全的平衡。
模具是卡装在夹板的圆柱表面,其上部的子口正放于夹持板的上部表面上。在夹持板上有一个方形键块正卡在模子的缺口里,用来防止模子转动。
有两种模具夹钳臂,№1和Na2,初型模和成型模的夹钳臂是不一样的。
制有各种不同的夹持板和夹子,以适应生产不同尺寸的瓶子时选用。图13-4至图13-8,示出各种不同的安装方式。
此制瓶机可以使用4-1/4英寸中心距的模具,但需配用相应的夹持板,图13-10列出适用于4-1/4英寸中心距制瓶机的模子夹持板。
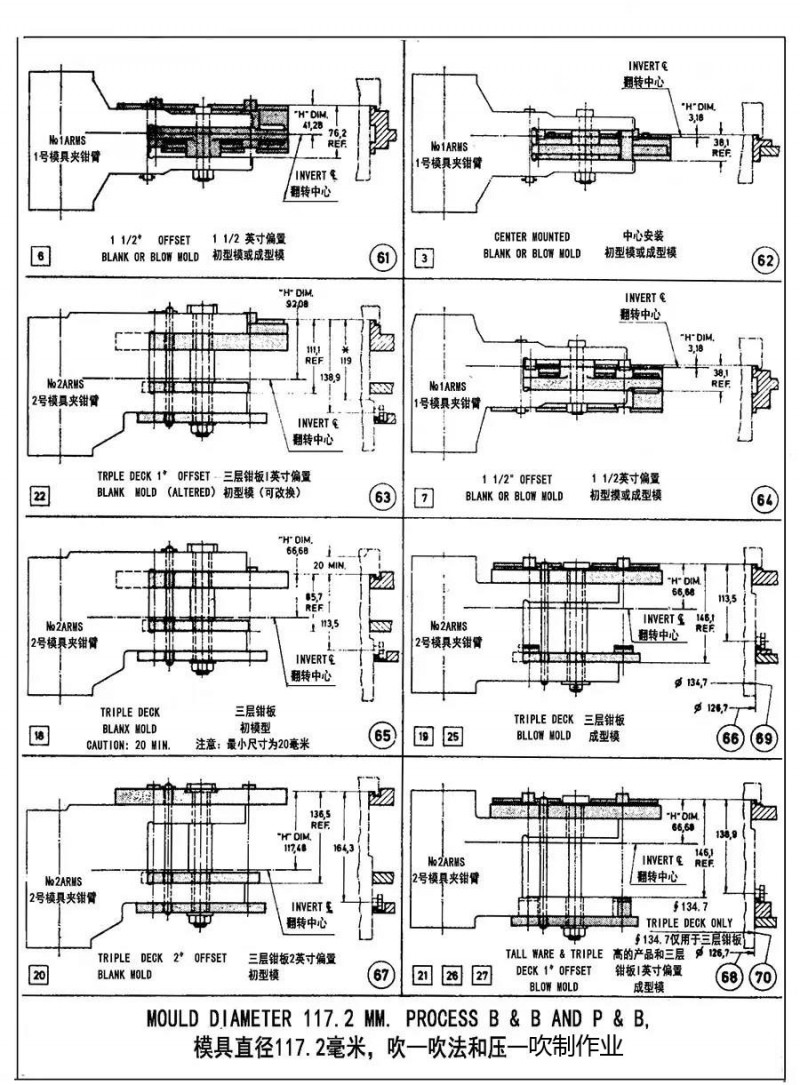
图 13-10 采用4英寸中心距模子的模子夹钳装配组件
在安装方式图中,圆圈内的编号是用于5-1/2英寸中心距制瓶机模具的安装件;方框内的编号是用于4-1/4英寸中心距制瓶机模具的安装件。
四、抱钳的维护
1 在每次更换产品或停机维修时,应当把模具抱钳从行列制瓶机缷下后清洗抱钳上的模具定位表面;
2 检查模具抱钳的磨损及变形情况;
3 对抱钳的校正.。
不论是初型模抱钳还是成型模抱钳都是在悬臂负重条件下的剧烈动作,极易导致轻微变形。因此,对其的正确校正必须在专用工装下规范的进行。
五、润滑系统
初型模和成型模抱钳机构的润滑,主要由林肯润滑供给系统接来的油管定时供油润滑。
1 初型模抱钳机构l#润滑油管接支架左面,润滑花键轴上的滚针轴承。8#润滑油管接支架中部,润滑定位心轴和抱钳。28#润滑油管接支架右面,润滑花键轴上的滚针轴承。助力气缸活塞和衬套之间润滑:压注油嘴。
2 成型模抱钳机构19#润滑油管接支架右面,润滑花键轴上的滚针轴承。20#润滑油管接支架中部,润滑定位心轴和抱钳。21#润滑油管接支架左面,润滑花键轴上的滚针轴承。












