4 冲头的作用及选用(料形的支柱之首)
冲头的作用之一是牢牢支撑着料碗内的玻璃液,支撑着冲头托架的1~3根柱子,这好比如一家之主。
⑴ 冲头的作用
① 冲头最重要的作用是形成料滴的形状
没有冲头,料形无法成形;冲头的形状、尺寸,还有高度、冲程也是料形的重要因素。冲头怎样在匀料筒内、料碗正上方进行上下运动?冲头上升运动时,料碗内的玻璃液被冲头支撑着也往上,这就是所说的吸附;接着冲头下降运动时,被带起的玻璃液一下子被挤出料碗。
由此可知:冲头高度越靠近料碗,吸附量和挤出量就越多。
【留意点】这和自然从料碗向外流出来的量不一样。
料滴重量不足时,经常提高冲头高度,这是为了增加从料碗流出的量;相反冲头离料碗越远,吸附的效果越弱。利用冲头上下运动引起的吸附效果,调整其状态,做成符合所要吹制瓶要求的料形。
因此,冲头尺寸前端形状的选择是非常重要的,而且其种类很多(图1),在此说明一些要点:
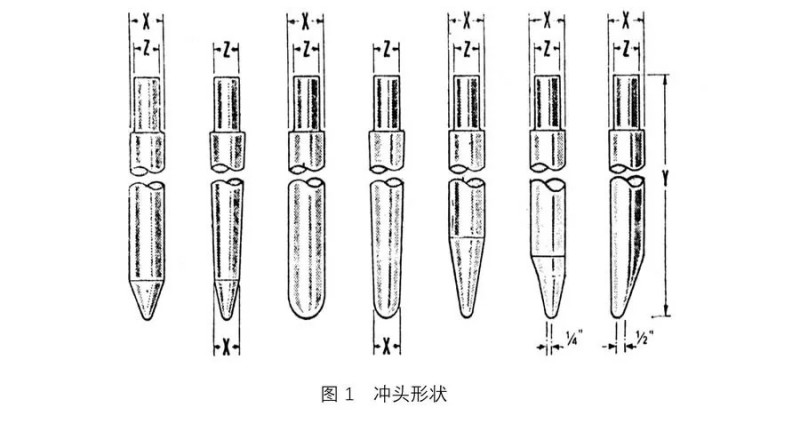
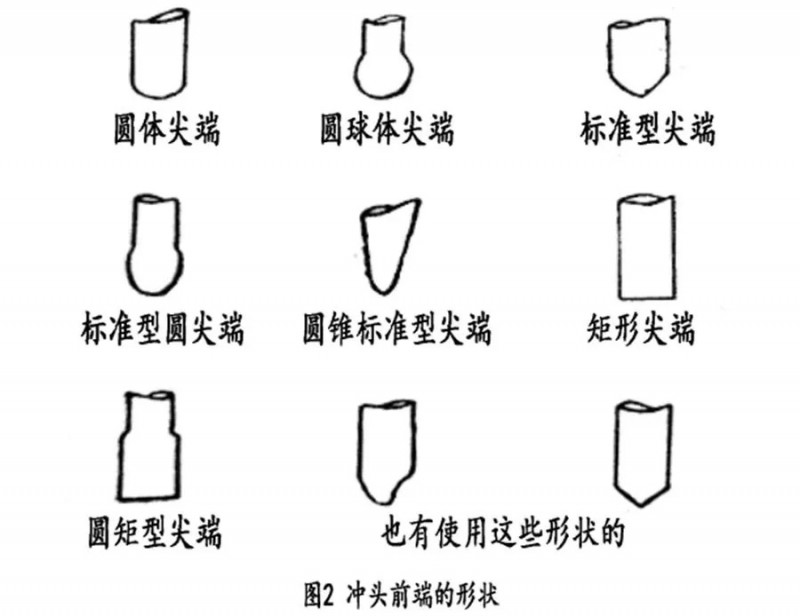
1)冲头前端为球形时,和玻璃液的接触面大,吸附效果大,和使用粗冲头一样,料滴粗且短。
2)冲头前端为锥形时,吸附效果弱,对料形没有很多影响,无论如何料滴都是呈细长状。
3)粗冲头适合作粗且短的料滴,细冲头适合作细长的料滴。
具备了冲头尺寸、形状的知识,可以做出料形;即使是同一尺寸形状的冲头,若适当地操作,作业范围是非常广的。如2 3/4×30"的圆形冲头,最大可用于B&B(吹-吹法)的1500mL制品,最小可用于P&B(压-吹法)的300mL制品。
以理想状态而言,希望把冲头分成大、中、小,但考虑到经济问题及更换时的热作业,只要把各种各样的技术、技能掌握娴熟综合考虑,就比较容易应对了。
② 冲头的另一个作用是控制重量
以DG(双滴料)来控制前后的重量、以TG(三滴料)来控制前中后的重量。
冲头和匀料筒高度的配合很重要,操作冲头高度、冲程,对综合控制重量有所帮助,有时停止冲头的上下运动进行作业,此时使冲头的一边上下运动,加减玻璃液的流量来调节前后的重量。
在日常生产中,常常遇到前后(双滴)或前中后(三滴)重量相差大而一侧冲头高度已调至极限导致重量无法调节一致的烦恼事,这时就要发挥调节冲头高度的作用了,比如就双滴机来说,前侧料重偏重且冲头支架上冲头高度调节已到最低,后侧料重偏轻且冲头支架上冲头高度调节已到最高,一般采取的措施是调整匀料筒转速或改变匀料筒的运转方向,但这往往效果不太明显或会造成产品大量报废,比较有效的方法就是把冲头整体高度下调,这样前侧重量就会随着高度下调逐渐变轻,后侧变化会少一些,从而达到前后重量平衡的目的。
【说明】关于冲头与料滴重量控制的关系,待后另作详细描述。
⑵ 冲头选用要领
单滴料冲头常用的有三种头型,即标准头型(形状1号)、球头型(形状2号)、长锥头型(形状3号)直径的规格尺寸范围约为1 3/4~4 3/4″或更大。
正确的选择冲头的大小和形状,精心地控制和调整上述其他各因素,操作人员就能够获得各种料滴形状,可用于生产几乎任何类型的产品,按照生产产品的重量不同,可参考有关冲头选择表进行选用。
尖锥头型的冲头一般用于生产小口瓶,因为料滴更易于形成尖头,此类冲头也有助于保持细长的料滴,这种形状的料滴对成型小口瓶是非常合乎需要的。
球头型冲头多数是用于生产广口瓶和重的产品,因为这类冲头有助于获得具有钝端头的园柱形料滴形状,当玻璃温度比正常供料的温度较高时,也可使用这类冲头,这种球头型冲头有较大的“吸引”玻璃液力量,致使冲头能更好的提起吸住冲头末端下方的玻璃液。
【重要留意点】
冲头是否足够大?在其上行程时能把玻璃液提起吸回,在其下行程时把玻璃液冲压推出。
在正常操作中,冲头应是足够的小并且应运行得足够高,这样,玻璃液才不致被冲头的上行程提得过上进到料碗之中。
不过,某种型式的制品却需要将玻璃液正好提到料碗之中。如果使用过小的冲头,它必须运行到紧挨近料碗,以保持足够的重量,如果冲头运行得过低,则会有形成一种不合需要的冷皮危险。
在实际工作中,一个大冲头经常运行得比所需要的为高,在这种情况下,相对于上行程和下行程使用较大度数的冲头凸轮,将可能得到所要求的结果。
冲头高度越高,得到的料滴越长,并且重量也稍有增加,这种现象可用降低料筒的办法来加以校正。反之也是这样,较长的冲头行程,得到较大的重量,但也提起玻璃液更向上,冲头行程应当或多或少的与料滴长度成比例,当要求的料滴形状和重量已经达到时,冲头行程和冲头高度只是在需要补偿玻璃液温度变化时才应加以改变。
【关注点】
如果料滴没有冲出成形(有弯)或者悬垂得不直,这种现象说明冲头可能是与流料孔中心没对准,在操作中安装就位之前,总是要将新冲头对准流料孔中心。
冲头在玻璃液中逐渐受到侵蚀或熔解,从而失去它原有的尺寸大小和形状,因而对于那种已经蚀损严重,已不能控制料滴的成形和供料的冲头,不要再行使用,应及时更换。
当更换料碗的同时,通常要检查一下冲头的状况,也可将冲头提出片刻进行检查,如果发现冲头尚好,可以继续使用,就立即再将其放回原使用位置。
各种料滴形状的形成,不仅取决于冲头的形状,而且还取决于由冲头凸轮轮廓而产生的冲头行程的方式,例如:急速的向下行程会有很快填满料滴的倾向,而比较适中速度的向下行程则会比较缓慢地填满料滴,能足以防止一种哑铃形状料滴的出现。
应选用合适的冲头凸轮来配合,以便获得尽可能平稳又切合实际的动作,而仍然保持所需要的料滴重量和形状。如果这个成型动作过猛,则说明冲头可能过大,或者冲头行程可能太长,或者是冲头凸轮可能不适宜于所使用的供料机机速下要求的料滴形状。
⑶ 冲头高度
所谓的冲头高度就是冲头上下运动,下降到最低时的高度。更严密地说是冲头到最下点时,冲头的下端和料碗的最下位之间的距离。
① 冲头高度过高
冲头高度一上升,大量的玻璃液就会从料碗流出来,重量就变重;而且随着冲头不断上升,冲头和玻璃液的接触面越变越少,失去对玻璃液的支撑力,因此,形成长且上下一样粗的料滴。过高时,形成中间细、两头粗的亚铃状。
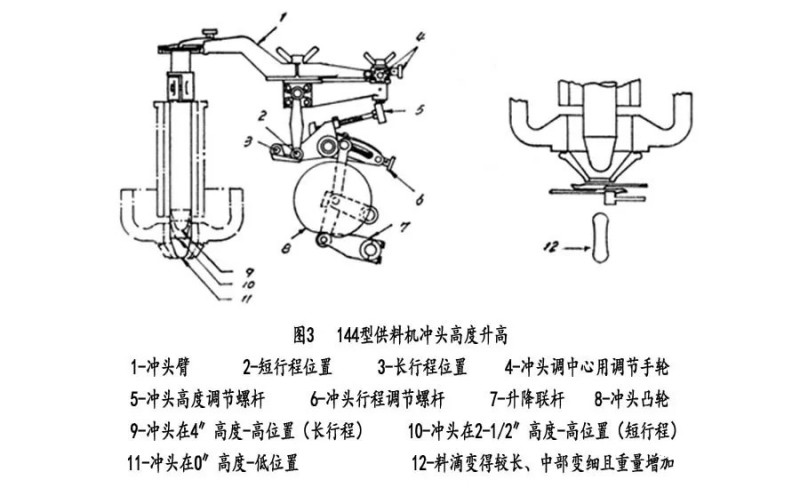
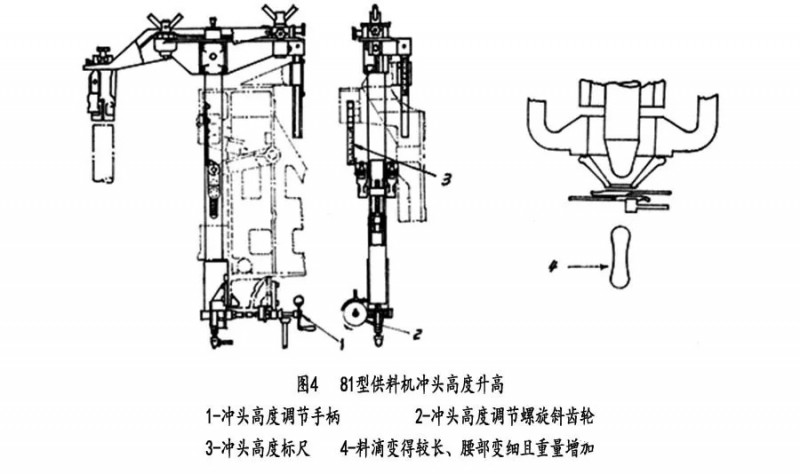
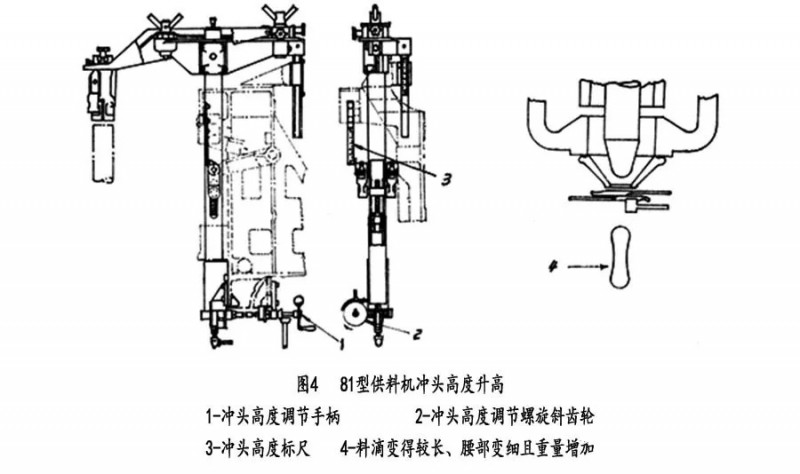
【留意点】当冲头高度升高时(如图3、4所示):
1) 冲头动作的低位置进一步距料碗流料孔更远;
2) 由于有更多的玻璃液流出,所以料滴重量增加;
3)料滴形状变得较长、且腰部变细,这是因为冲头提引力变小而对玻璃液的影响减少。
② 冲头高度过低
降低冲头高度,接近料碗,从料碗流出的玻璃液量受到阻碍变少,使重量变轻。与冲头高度过高相反,冲头和玻璃液接触面大,吸附效果好,形成肩部张开、前端细的料滴,且是短料形。
首先,如前“理想料形”里所述的“冲头高度处于高位置为好”是料形所希望的。因为没有抵抗,玻璃液的顺畅流动是制成均匀料形的重要因素,特别是对壁厚薄的轻量瓶绝对必要。因此,冲头高度尽量设定高点,且形状好也是很重要的。因为冲头高度和料滴的重量存在着密切的关系,所以为了很好地控制重量,希望匀料筒高度是1″(25.4mm)的相应冲头高度。
其次,得到符合所作瓶的初模的形状。吹-吹法:希望是前端细的料滴,所以冲头高度当然就调低;压-吹法:上下一样粗的料滴为好,所以冲头高度还是高为好。
⑷与冲头相关联的控制
料液的温度高时其粘性小,因而冲头支撑玻璃液的力量就弱,从这一点来看,冲头高度有必要降低。
当机速快时供料道供给的玻璃液增多,在这种情况下,为了确保重量,冲头高度应高设定;
冲头高度在满足确保重量条件的同时,也应满足形状,为此其它项目也要一起很好地进行操作。
【留意点】在重量控制中必须注意的是为了增加重量,可以上升冲头,但若冲头过分上升,虽增加了重量的吸附,但挤压的效果反而减弱,也必然会出现反作用,务必记住!
⑸冲头高度和冲程的关系
降低冲头高度在形状上和冲程调大大体上具有同样的效果,但严格说起来不一样,希望作料滴前端(或下端)的形状时,上升冲头高度、调大冲程和降低冲头高度、调小冲程当然是不一样的。
具体而言,想作前端更细的料滴时,冲头高度没有下降到一定的程度,只靠增加冲头冲程是不行的。但是根据料滴的形状(比如生产颈径大且全身一样粗的瓶)下降冲头高度、调小冲程和上升冲头高度、调大冲程,也许也有可能得到大体一样的形状。
此时,高度尽量高,冲程应该在更小的条件下试着得到同样形状的料滴,这样有助于技术的提高。这种程度的思考方法,请尝试,经过5年、10年的岁月后肯定差别很大。“差别理解”,但不能仅仅是复制,料滴成形实在是重要的。
⑹结论:
冲头高度尽可能高设定,留心料形。
设定冲头高的理由:
1)离开料碗,这样料碗的损伤、冲头的折损事故就少;
2)可以吸附、挤压,即使壁厚薄的瓶也可以得到好效果;
3)重量稳定;
4)料滴晃动小、碰撞上漏斗的事故少(下料好);
5)不必担心料碗筋;
6)前后重量的调节(螺栓&螺母)易操作;
7)少产生气泡。
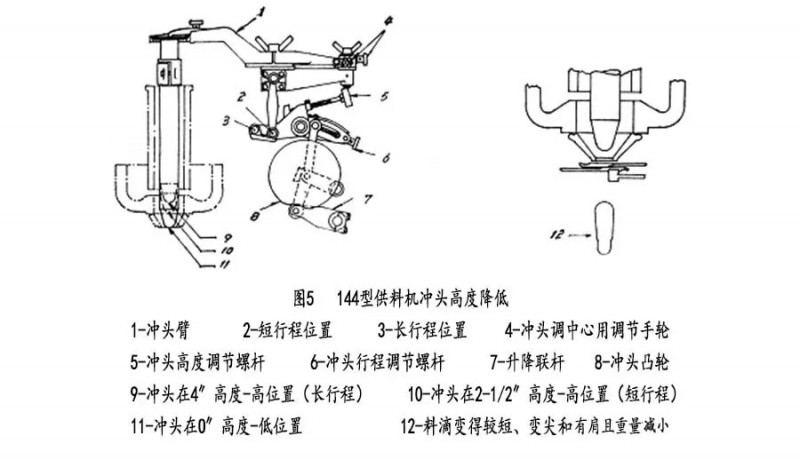
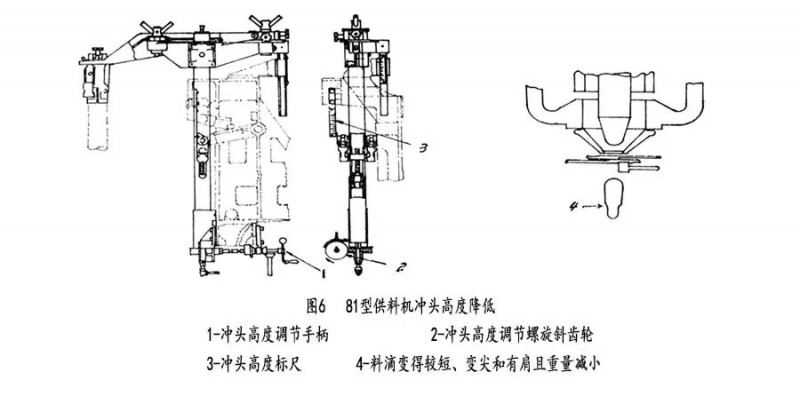
当冲头高度降低时(图5、6)
当冲头高度降低时将出现如下状况:
1)冲头动作的低位置距料碗流料孔更近;
2)由于玻璃流出的较少,所以料滴重量减小;
3)料滴变得较短、变尖和有肩,这是因为冲头更接近料碗流料孔,具有更大的提引力,所以对玻璃液的影响较大。

5 冲头冲程(冲程不是固定不变的)
“冲头冲程除了制作料形外,还有什么作用?”冲头冲程可调节从料碗出来的玻璃液的排出,调整料滴的形状和重量。冲头的上下运动,从最低点开始到最高点止的距离就是冲头冲程,冲程的长短、大小的变化都会对料形造成很大的变化。
⑴冲头冲程对144型供料机构而言
短冲程:最小1 1/4″(31.7mm)、最大2 1/2″(63.5mm);
长冲程:最小2″(50.8mm)、最大4″(101.6mm)。
⑵对81型供料机构的冲头而言
可以使用最小1 1/4″(31.7mm)、最大5″(127mm)。
生产非常小的瓶子时,冲头凸轮使用所定的分数凸轮的1/2或1/4,调小冲程进行作业。
随着冲头冲程的大小变化,吸引产生强弱,进而对料形和重量产生很大的影响。到底如何变化呢?冲头的尺寸·冲头凸轮·冲头高度等条件不变,只增加(调大)冲程,料滴的移动量就变大;相反,减少(调小),移动量变小。让我们来看看料滴的形状和重量是如何变化的。
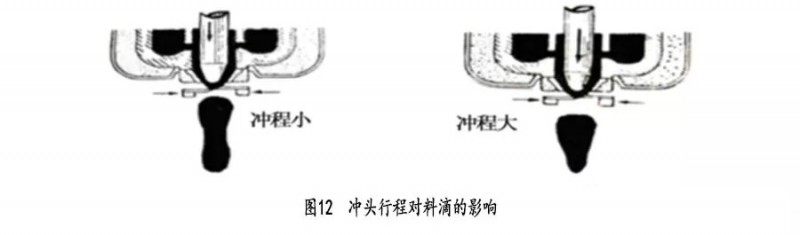
⑶ 冲头冲程大
冲头冲程大时,将集结在料碗处的玻璃液有力地挤出,重量变重。料形变得短而粗,将形成前端细、肩部敞开的形状,适合吹-吹法的成形。
⑷ 冲头冲程小
冲头冲程小时,从料碗挤出的玻璃量少,重量变轻。冲头的上下运动一小,吸引效果就变弱,这样料滴变得细长、前端也粗。若冲程更小的话,就会形成上下一样粗的料滴,调整冲头高度可变成哑铃型的料滴。
以上是因冲头冲程的大小变化而形成的料形的状态,这里就不讨论因机速、重量、冲头凸轮的选择而存在的差异。
实际作业时,冲程还是小些为好。冲头上下运动一大,不但容易产生气泡,而且如前所述,料形如麦当娜激烈跳动的舞姿,料滴入模无法稳定。落入上漏斗(引料管)时,容易变得不规则,对瓶壁厚度薄的产品就会产生恶劣的影响。如此看来,对冲头冲程应有这样的念头,即“更小”,认真观察并培养良好的感性,这是很重要的。
【关注点】
冲头冲程在实际作业中最困难的是做有一定重量的瓶子,冲头的直径小,当然吸引效果就弱,也就意味着冲程必须调大,但实际很难达到所想的。
⑸重量较重瓶子时的冲头调整
生产重量重的瓶子,使用孔径大的料碗,在机速慢的情况下,若冲头的直径一小,怎么做也是困难的事。特别是在更换品种时,若由原来温度高的料滴换成这种瓶,等温度下降是非常麻烦的事。
玻璃液温度高,而且料碗径大,当然玻璃液的流出量变多。然而冲头直径小,冲头吸引玻璃液的力也弱,因此料滴变长。如果剪刀机构足够上升,料滴就变短、前端变粗。
因此,下降冲头打算得到前端细的料滴,但事与愿违。若前进相位差,前端多多少少会变细,但料滴全体变长。冲程一调大,只有料滴前端稍上部分会膨胀。不好之处:上升冲程大,而且由于机速慢,冲头也就缓慢上升;这样在上升的过程中,冲头吸引玻璃液的力消失,由于受到重力的牵引作用,料滴的上部就变细。特别是使用静止部大的冲头凸轮时,当冲头处于静止状态,因重力作用整体呈下落的状态,上部更多部分变细。另外,剪刀高度上升时,料滴的上端会变得更细。即使“形状不好”,能够得到所希望的重量和长度,可以吹制颈径比较粗的瓶也好。但是,毕竟看起来不好看,每天都很介意,若是其它公司的料形专家来时,一看就明白,肯定很惭愧!
如果这样,冲头冲程的作用也是有限的,这次好不容易解决了,下次应该换成直径大的冲头进行作业。
冲头冲程以小为好。虽这么说,但不限于此,应好好观察冲头高度、其它条件及瓶子情况,很好地进行操作。
不要忘记基本的东西:吹-吹法,冲程比较大;压-吹法,即使小点也可以。
⑹【重要留意点】
要牢记冲头冲程的基本概念:
1)吹-吹法(P-P)生产,冲头冲程比较大。
2)但是压-吹法(P-B)生产时即使冲程小点也可以。
3)当采用压-吹法(P-B)高机速情况下生产较轻量的广口瓶时,甚至可以不使用冲头!
⑺冲头调整技巧的关注点:
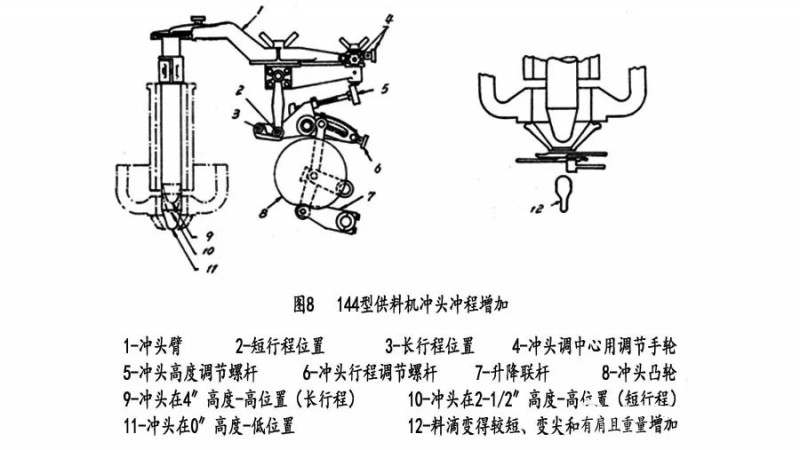
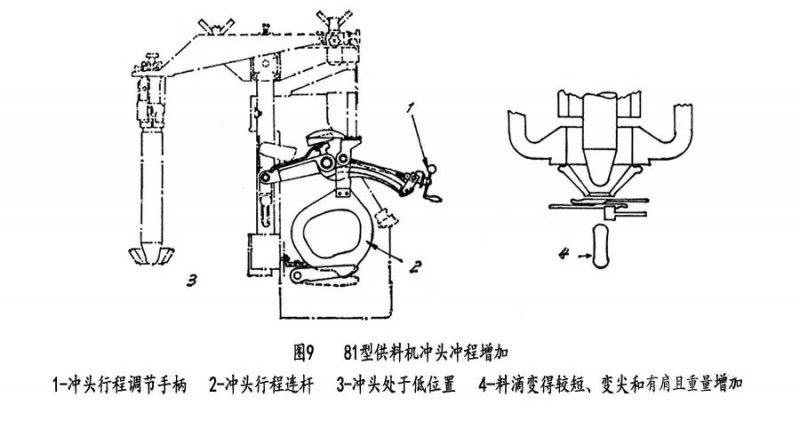
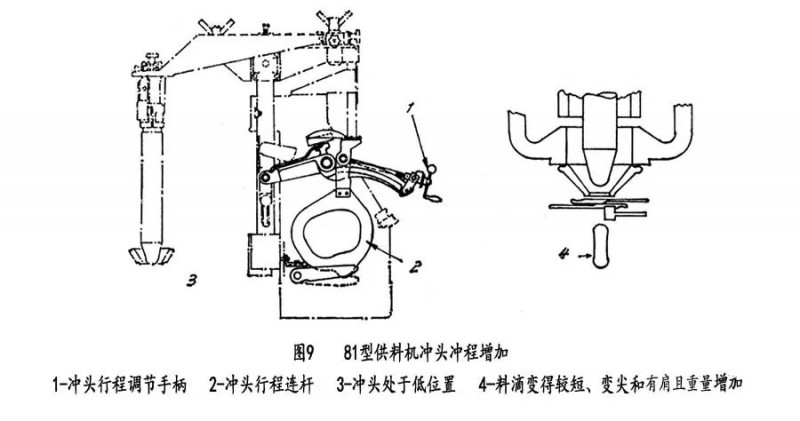
【关注点1】随着冲头冲程增加(如图8、9所示):
1)冲头的低位置仍保持不变;
2)料滴重量增加,因为由于增加冲头行程的影响把较多的玻璃液被强行排出料碗流料孔;
3)料滴形状变得较短、变尖且有肩,这是因为增加了冲头的向上行程而对玻璃液的提引力增大。
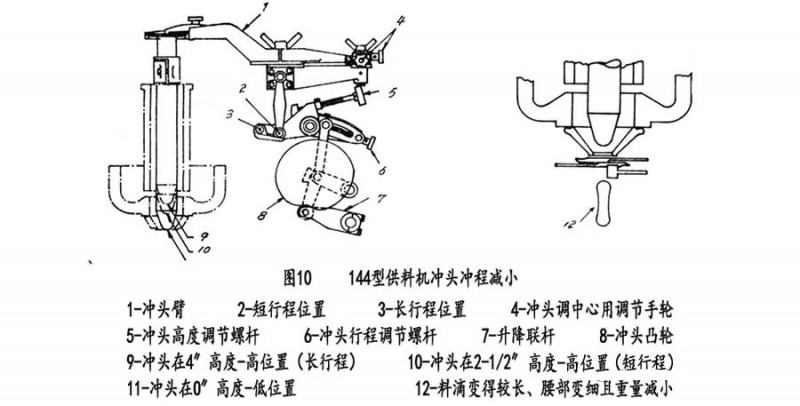
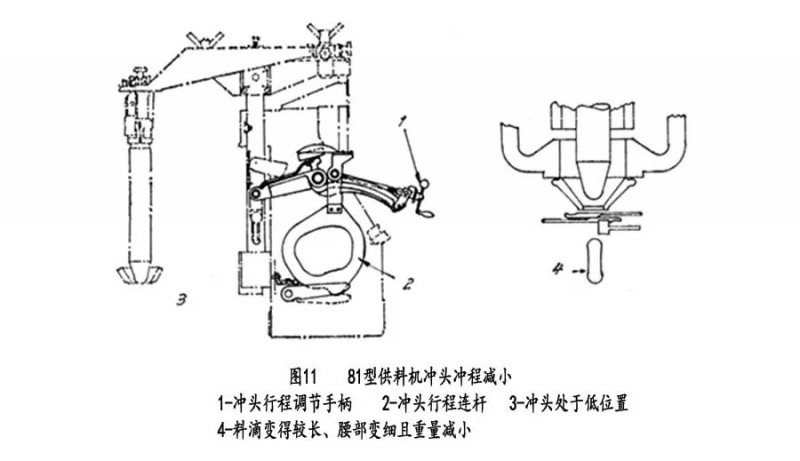
【关注点2】随着冲头冲程减少(如图10、11所示):
1)冲头的低位置仍保持不变;
2)料滴重量减小,这是因为由于冲头行程减小的影响,使较少的玻璃液被强行排出料碗流料孔;
3)料滴变得较长且腰部变细,这是因为减小了冲头的动作而对玻璃液的提引力减小。