一、 热瓶内部的冷却
在成模中正吹气(Final Blow ),一般我们从正吹气开始到结束均使用单一的气压。而在正吹气后一段时间里,如气压过低则会造成热瓶内部排热效果不良,造成热玻璃瓶过软从而产生各类缺陷以及影响到机速不能提高。众所周知当初模料胚吹涨后,此时玻璃液已经紧贴成模模壁,此时玻璃外表面已迅速冷却下来,而热瓶的内部却得不到充分的冷却,热瓶内部高温不减。形成了外冷内热的所谓“外焦里嫩”现象。此时我们应该迅速加大正吹气压力,它一可使玻璃的热量继续传递到成模上,二可将热玻璃瓶内部进行冷却(Internal Cooling)通过吹气头将热瓶内的热量大量排出瓶外,这样内外结合可加速玻璃瓶的冷却定型。见图一。
根据原Emhart公司调查研究成模处散热情况为:成模散热占42%(Transferred to mold),瓶底散热占16%(Bottom Plate),正吹气散热占22%(During Final Blow),对流散热占13%(convective),正吹气内部冷却散热占7%(Internal Cooling)。根据有关资料报道,在吹&吹法中的初模料胚,其内部的温度与料滴温度相似基本没有降低,一般高达1000℃以上,所以必须要大力降低其初胚内表面的温度。从以上数据可看出小小正吹气内部冷却散热占7%,从中可看出正吹气散热的重要性。而且此热瓶内部冷却是其他措施不能替代的。
要重视此正吹气热排气,我们行话称为制瓶过程中的“冷却过程”(Cooling Process)。此过程特别对于厚底瓶与葡萄酒瓶,其作用更不可小视。吹气头在此起到如此重要的作用。所以建议吹气头在修复后最好能用专用设备测试一下,检查一下各吹进气与排气通路是否畅通以保证其热瓶内部冷却效果达到最大值。
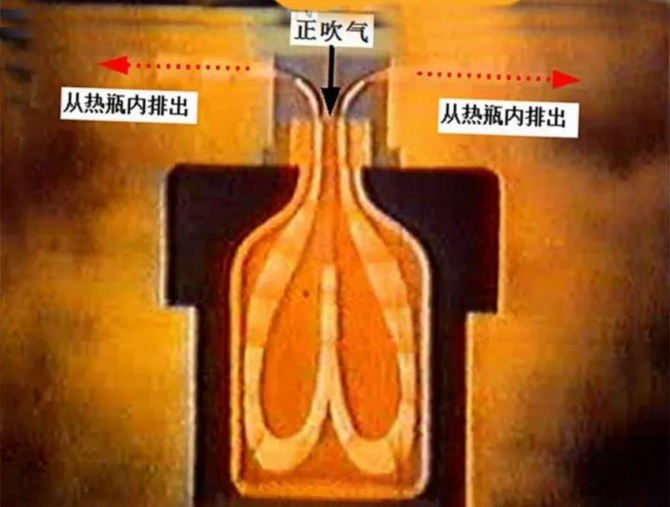
图一 热瓶内部的冷却
二 停置冷却板
热瓶钳出后,此时热瓶尚未完全定型,由于瓶底的厚度一般是瓶壁的二倍之多所以热量大,它往往会自重下垂。因此热瓶钳到冷却停滞板上后,停滞板冷却风要迅速向上吹风对其冷却。在停滞板装有高、低冷却风的装置(High/Low Cooling Air)。具体吹风冷却过程应是:热瓶在刚钳至停滞板时,热瓶尚未放下,此时应该大风量对瓶底猛吹,进行冷却定型(见图二左),而当热瓶放至停滞板上,该冷却风改为小风量对瓶底与瓶跟进行冷却(见图二右)。冷却风的风量高与低是受制瓶机电脑配时所控制。
停置冷却板其高压大风量时可充分冷却热瓶,低压小风量时节约冷却风以供其他制瓶机组的使用。做到了冷却风合理均衡使用,并可节约能源提高产品质量。
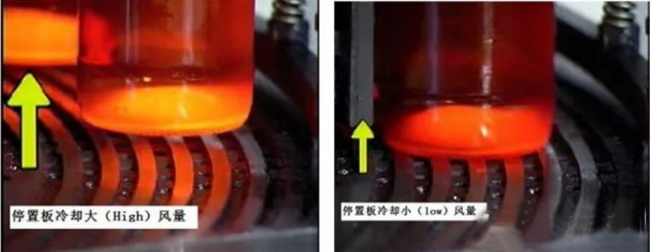
图二 停置冷却板高低风示意图
高/低压冷却风具体工作原理请见图三。(此图摘原Emhart公司产品说明书)图中的停置冷却板已经拆下,其下面是一冷却风的风箱里面有一可伸缩的阀门,当无信号时此阀关闭,但是它有一间隙可以吹出低压冷却风,而且此间隙可以手动调节其间隙的大小,而当有信号时,阀门伸出使得原来的间隙增大,大量的冷却风通过此间隙进入风箱。从而可完成停置冷却板上的高/低(High/Low)压冷却风的转换。
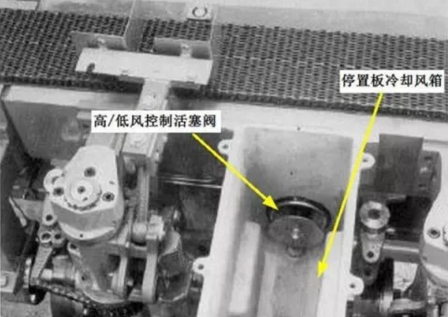
图三 冷却高/低(High/Low)风的工作原理
如果使用得当在高机速多滴料的实际生产中,我们可以取得良好的效果。从图四我们可以看到三滴料的大口瓶从钳瓶出后(图四左)到拨瓶拨出(图四右)其热瓶 温度降低不少,热瓶拨出时它基本已定型。
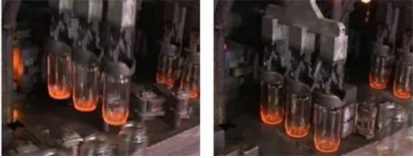
图四 停置板瓶底冷却效果图
三 导向气 I 冷却
导向气 I 冷却路管安装在停滞冷却板的外侧,使用的是压缩空气,见图五。
其作用:A,继续对瓶底与瓶跟部冷却;B,吹动热瓶使得热瓶徐徐移动,在拨脚固定位置处就位,使得拨瓶有一个固定的起始点,以保证网带上的瓶距统一。导向气I它采用压缩空气,压缩空气要根据玻璃瓶的形状大小与机速,慢慢地调节其压缩空气量,使得玻璃瓶在停置板上慢慢地徐徐地移动最后移到拨脚起始点处,然后拨脚开始拨瓶到输瓶网带上。每组均应细致地调节此压缩空气的压力,这样才能保证网带上的热瓶瓶距。这点对于高机速多滴料(三滴料或四滴料)特别重要。此处要装有一压力表,记录好其压力值以利于下次换产时参考。

图五 导向气 I,II
四 导向气 II 冷却
导向气II它是也是采用压缩空气冷却的,见图五。
它的压缩空气的大小也要根据玻璃瓶的形状大小与机速,调节其压缩空气使得玻璃瓶在输瓶网带上不能有丝毫的移动,仅仅是冷却热瓶跟部。导向气 II 冷却一般使用在高机速的工况下。此处也要装有一压力表,记录好其压力值以利于下次换产时参考。
五 制瓶机网带冷却
热瓶被拨至制瓶机输瓶网带上,此网带框架通冷却风冷却风通过网带向上吹风,继续对热瓶瓶底进行冷却,由于此网带较长,因此热瓶冷却时间也较长热瓶冷却效果也好。但实际工作中我们常发现网带堵塞较为严重。这是由于:A.冷却风里含里有杂物灰尘与油泥等,时间长久就会堵塞网带的内表面,B.网带的正面由于润滑油污染、碎玻璃渣屑和涂模具时烟雾粘附在网带造成网带正面堵塞。因此其冷却效果大大降低。我们常忽视此点。本人偶见有报道清洗网带的照片见图六。
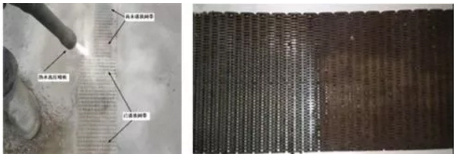
图六 定期清洗输瓶网带
图六左是用专用清洗机器高压热水(蒸汽)喷枪在清洗中,图六中是清洗后的效果对比,图六右是在生产过程中也可进行清洗。有志者可一试。
六 热瓶冷却如效果不佳,它会产生一系列的玻璃瓶缺陷
其中最典型有:
A.凸底(Dropped Base)瓶底中心向下凸起,它放在水平面上有摇动的现象,它高于瓶底的四周。
引起原因:主要是停置板冷却不够,造成瓶底下垂。
B.瓶底不平(RockyBase)瓶身与瓶底变形,瓶子在水平面上不能够站直站稳。
引起原因:主要是正吹气热瓶内部进行冷却(Internal Cooling)以及停置板冷却量不够,造成热瓶过软,以至玻璃瓶变形。
此外热瓶冷却还有瓶口冷却或是自行安装的各种冷却风管等,由于不太常用故不作介绍。












