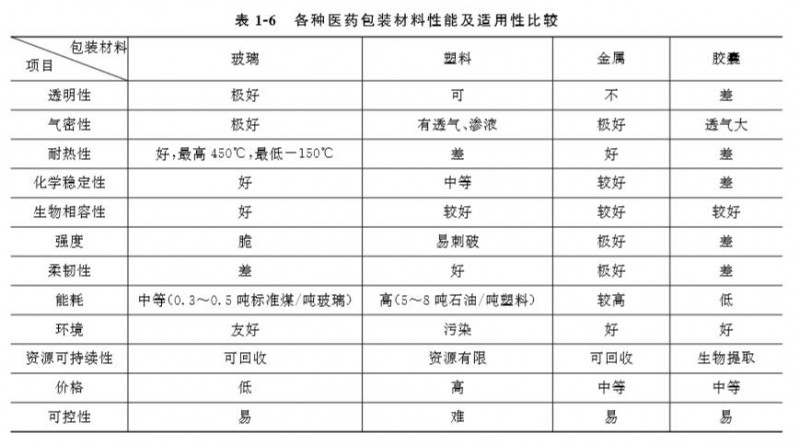
玻璃药包材经历近百年的应用与实践,证明玻璃药包材是医药行业首选包装材料和容 器。尽管塑料、铝箔等新型药品包装材料不断涌现,但是玻璃药包材依然是发达国家首选的 医药包装材料和容器。放眼世界会发现一个特别现象:发达国家主要使用玻璃作为药品包 装,发展中国家主要以塑料作为药品包装,欠发达国家几乎全部使用塑料作为药品包装;高 端药品使用玻璃包装,低端药品使用塑料包装。为此进一步对各种医药包装进行了研究,发 现玻璃作为医药包装容器具有如下优势,见表1-6
( 2)透明性 玻璃具有透明性,可肉眼观察药液或药品变化,医护人员不借助任何仪器可观察包装内 的药品状况,判断其颜色变化、异物混入、数量多少,从而方便、直观地对药物是否变质作 出初步判断,确保患者用药安全。
( 3)不透气性 玻璃是致密的、不透气、不渗水材料,这对防氧化、防腐败具有重要意义,而且不锈 蚀、无老化、不变质,其密封不透气性几乎不发生衰减,这对药剂长期保存极为有利。
( 4)可高温消毒 玻璃耐121℃甚至更高温度不变形,其它性质无明显变化,本身无分解或挥发物产生; 短时间使用温度可超过450℃,长时间使用温度可达350℃,几乎可以经受装药过程的各种 高温及其后的各种加工处理;可耐受-150℃低温,一般硼硅玻璃瓶可经受100℃以上的温 差变化不破裂,可以经受冷链运输储藏后快速到达后在室温立即使用。
( 5)化学稳定性好 玻璃具有极佳的化学稳定性,几乎与强碱、热磷酸、氢氟酸外的任何物质不发生明显的 化学反应,化学相容性极好;无重金属等有害物质析出,生物相容性也很好,对于特别敏感 的药物可选择不同组分的玻璃来适应各类药剂的要求。
( 6)原料丰富 玻璃组成与地球化学组成类似,玻璃全部成分都来自地球已知矿物。医药玻璃组成是以 氧化物为主的多种元素,几乎涵盖了地球中储量最为丰富的前八个元素,所以玻璃原料相对 丰富而价廉。
( 7)可循环再生 玻璃可以回收经过高温进行循环再生制造,是可持续供应原料和循环使用的物质,其生 产过程不产生有害废弃物,废品可通过回收再利用。而医用塑料后期处理十分困难,可能会 带来极为严重的环境卫生问题。
( 8)能源消耗低 药用玻璃生产制造尽管需要经受1500℃熔化成形,甚至二次成型与处理,每吨药用玻 璃容器的能耗仅有0 .3~0 .5吨标准煤,而同样1 t塑料需要5~8 t石油。
( 9)生产效率高 药用玻璃生产制造技术相对成熟可靠,生产稳定,易于控制,自动检测,单机生产效率 高,生产成本远低于塑料产品。 此外,药用玻璃瓶具有光洁透明、易消毒、耐侵蚀、耐高温、密封性能好等特点,目前 仍是高端输液剂、抗生素、普粉、冻干、疫苗、血液、生物制剂的首选包装容器,主要是管 制的无色、棕色口服液瓶以及模制的棕色药用玻璃瓶。 根据中国人口众多,经济发展相对落后,人均收入水平尚远低于发达国家的特点,在保 证用药安全的前提下,经济性是必须考虑的问题。因此玻璃医用输液瓶表现出极大的价格优 势。根据湖北玻璃公司对市场100mL、250mL、500mL三种规格的两种医用输液瓶单价和 不同包装的葡萄糖输液批发价格的调查,可以看出明显的价格差异,见表1-7和1-8
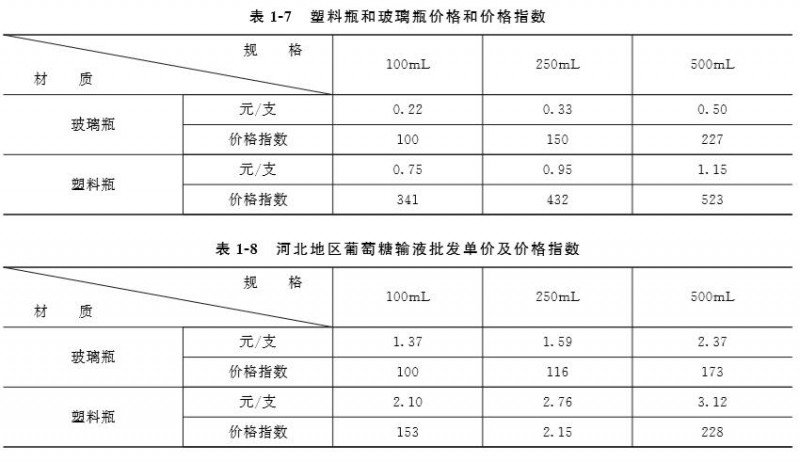
从表1 7和表1 8数据可以看出,相同规格的医用输液瓶、玻璃瓶与塑料瓶的差价为0 .50~0 .65元;相同规格的葡萄糖输液不同包装的差价也在0 .70~0 .75元。
1.4 药用玻璃发展趋势 当前,药用玻璃行业的技术不断提高,新工艺、新装备不断应用。轻量优质的模制瓶、 高档印字管制瓶、易折安瓿、印字安瓿、避光安瓿,优质Ⅱ型输液瓶、优质黄圆瓶、口服液 瓶等新产品不断问世并投入生产。现在,除少量高档管制瓶、模制瓶需进口外,国内药用玻 璃的生产基本能够满足药品包装发展的需求,并且正在发展成长为一个在药品包装领域举足 轻重的产业。 国内外的药用玻璃包装产品主要包括:模制注射剂瓶、管制注射剂瓶、安瓿、药用玻璃 管、玻璃输液瓶、玻璃药瓶等。
这些产品的主要发展趋势可概括为:
( 1)轻量化。进一步降低模制瓶重量,提高玻璃瓶的均匀度、强度和表面光洁度,实现 瓶子的轻量化。
( 2)大规格化。随着制剂分装的大剂量化,大规格管制注射剂瓶的将会逐步增加。
( 3)高档化。发展高档无色和棕色国际通用高硼硅和中硼硅玻璃管制瓶和模制瓶,满足 各类生物制剂、血浆、冻干剂等医药的需求。
( 4)高精度化。贯彻I SO15378,加强工艺管理和设备升级,提高玻璃管外观尺寸精 度,满足管制瓶生产效率和质量提高的要求。
( 5)检测自动化。机器视觉检查逐步减轻人工检验劳动强度,提高生产效率和产品 质量。
( 6)包装机械化。逐步推进无菌热缩托盘包装,使用机械手和机械装置完成包装操作。
( 7)安瓿使用安全。提高安瓿制造水平及使用水平,改进折断力指标,使安瓿实现真正 易折。
( 8)玻管单/双封口。改善包装环境,提高玻璃管制瓶内表面清洁性和耐水性。
( 9)生产环境洁净化。降低环境粉尘对产品的影响。
( 10)模制瓶小规格化。随着医药工业的发展及用药习惯的改变,模制输液瓶规格不断 减少。
( 11)新型包装形式。预灌封玻璃容器作为一种新兴的特殊药用玻璃包装方式也将成为 药用包装行业的新趋势
1.4 药用玻璃发展趋势 当前,药用玻璃行业的技术不断提高,新工艺、新装备不断应用。轻量优质的模制瓶、 高档印字管制瓶、易折安瓿、印字安瓿、避光安瓿,优质Ⅱ型输液瓶、优质黄圆瓶、口服液 瓶等新产品不断问世并投入生产。现在,除少量高档管制瓶、模制瓶需进口外,国内药用玻 璃的生产基本能够满足药品包装发展的需求,并且正在发展成长为一个在药品包装领域举足 轻重的产业。 国内外的药用玻璃包装产品主要包括:模制注射剂瓶、管制注射剂瓶、安瓿、药用玻璃 管、玻璃输液瓶、玻璃药瓶等。
这些产品的主要发展趋势可概括为:
( 1)轻量化。进一步降低模制瓶重量,提高玻璃瓶的均匀度、强度和表面光洁度,实现 瓶子的轻量化。
( 2)大规格化。随着制剂分装的大剂量化,大规格管制注射剂瓶的将会逐步增加。
( 3)高档化。发展高档无色和棕色国际通用高硼硅和中硼硅玻璃管制瓶和模制瓶,满足 各类生物制剂、血浆、冻干剂等医药的需求。
( 4)高精度化。贯彻I SO15378,加强工艺管理和设备升级,提高玻璃管外观尺寸精 度,满足管制瓶生产效率和质量提高的要求。
( 5)检测自动化。机器视觉检查逐步减轻人工检验劳动强度,提高生产效率和产品 质量。
( 6)包装机械化。逐步推进无菌热缩托盘包装,使用机械手和机械装置完成包装操作。
( 7)安瓿使用安全。提高安瓿制造水平及使用水平,改进折断力指标,使安瓿实现真正 易折。
( 8)玻管单/双封口。改善包装环境,提高玻璃管制瓶内表面清洁性和耐水性。
( 9)生产环境洁净化。降低环境粉尘对产品的影响。
( 10)模制瓶小规格化。随着医药工业的发展及用药习惯的改变,模制输液瓶规格不断 减少。
( 11)新型包装形式。预灌封玻璃容器作为一种新兴的特殊药用玻璃包装方式也将成为 药用包装行业的新趋势













