1.前言
1.1 玻璃有其特殊理化性,玻璃制造工艺过程也较复杂;而要作好食容器玻璃制品用一句简单的说:制程必需掌握住均温均质。
1.2 而玻璃生产成品率高低是一个玻璃工厂效益良莠的主要因素之一,此也维系一个企业生存的命脉;而制瓶成品率高低则必需了解[三分机械,七分瓶坯]之观念,成形重心注意力需放在雏形制作为先;而不在机台看似了不起的操作技术,把简单搞成复杂,把规范弄到无章;我们可以从同一支产品同一台机台同一个操作员(挡车工)不同时期生产效率差异就可理解应该重视而以往少被重视—雏形,(强调雏形用语而不用料滴主要为[胎]字,如果说瓶子拟人化,那决定一个人素质应在娘胎就决定70%)。
2.雏形制备
熔融澄清好的玻璃液经流液洞(THROAT)→分配炉(WORKING-END)→前炉(FOREHEARTH)→供料机(FEEDER)→雏形(GOB);不同的产品其料滴的形状,均质性,温度都不同,而雏形的形状,均质性,温度是成型最重要的因素,而也要以这三点观念制作雏形。
2.1 分配炉概述
1.2 而玻璃生产成品率高低是一个玻璃工厂效益良莠的主要因素之一,此也维系一个企业生存的命脉;而制瓶成品率高低则必需了解[三分机械,七分瓶坯]之观念,成形重心注意力需放在雏形制作为先;而不在机台看似了不起的操作技术,把简单搞成复杂,把规范弄到无章;我们可以从同一支产品同一台机台同一个操作员(挡车工)不同时期生产效率差异就可理解应该重视而以往少被重视—雏形,(强调雏形用语而不用料滴主要为[胎]字,如果说瓶子拟人化,那决定一个人素质应在娘胎就决定70%)。
2.雏形制备
熔融澄清好的玻璃液经流液洞(THROAT)→分配炉(WORKING-END)→前炉(FOREHEARTH)→供料机(FEEDER)→雏形(GOB);不同的产品其料滴的形状,均质性,温度都不同,而雏形的形状,均质性,温度是成型最重要的因素,而也要以这三点观念制作雏形。
2.1 分配炉概述
从流液洞(THROAT)流出熔融澄清好的玻璃液温度是一致,而各生产线上不同制品料滴却不一样,此就必需由分配炉和供料道来控制。
分配炉的作用在让玻璃均匀地分配各前炉,为什么强调用[炉],而不用分配料[道]、供料[道];因为炉要燃烧,燃料目的在加热及保温,而这两个炉在这里观念在保温调节达到需要的成形温度。所以分配炉要注意:
2.1.1有两岸对称燃烧系统,目的在加热两岸边过冷玻璃液取得与中间玻璃液均温作用。
2.1.2液面不宜深,目的在达到上下玻璃液层均温。
2.1.3料道要使用规范槽砖及保温材料,以减少砖缝产生气泡、增加均温性和降低能耗。
2.2 前炉概述
分配炉的作用在让玻璃均匀地分配各前炉,为什么强调用[炉],而不用分配料[道]、供料[道];因为炉要燃烧,燃料目的在加热及保温,而这两个炉在这里观念在保温调节达到需要的成形温度。所以分配炉要注意:
2.1.1有两岸对称燃烧系统,目的在加热两岸边过冷玻璃液取得与中间玻璃液均温作用。
2.1.2液面不宜深,目的在达到上下玻璃液层均温。
2.1.3料道要使用规范槽砖及保温材料,以减少砖缝产生气泡、增加均温性和降低能耗。
2.2 前炉概述
2.2.1前炉型号(以日本通用为例)

*日本电贵,前炉不用电加热,故无电加热型代号
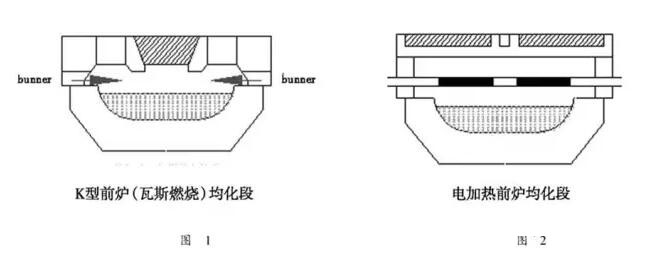
2.2.2瓦斯式前炉可分两个部分冷却段,均化段
2.2.2.1 冷却段:两侧加热补充两侧玻璃液因散热效果损失温度,中间冷却平衡左中右玻璃液均温均质性。
2.2.2.2 均化段:加热两边温度,中间不冷却(图1)。
2.2.3电加热式前炉基本上只有均化作用,对均温均质效果应比其燃料加热还好(图2)。
2.2.2瓦斯式前炉可分两个部分冷却段,均化段
2.2.2.1 冷却段:两侧加热补充两侧玻璃液因散热效果损失温度,中间冷却平衡左中右玻璃液均温均质性。
2.2.2.2 均化段:加热两边温度,中间不冷却(图1)。
2.2.3电加热式前炉基本上只有均化作用,对均温均质效果应比其燃料加热还好(图2)。
2.2.4 前炉应具备
2.2.4.1 按实际需求设计规范用槽砖筑炉。
2.2.4.2 可靠自动控制燃烧设备。避免过多人的因素造成不稳定因素导致下面机台瞎忙。
2.2.4.3 每段温控区要以柙砖隔断,避免各区空间温度相干扰。
2.2.4.4 热电偶需测玻璃液温度,以准确反应及自控。
2.2.4.5 避免小角度转弯造成左右侧玻璃流速差距过大。
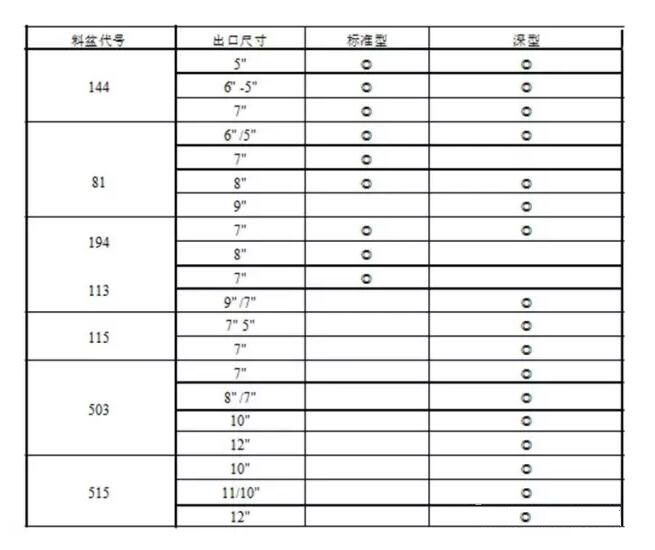
2.2.5规范使用前炉,按前炉规格,供料机型号选用规范SPOUT(盆砖):
2.2.6
2.2.4.1 按实际需求设计规范用槽砖筑炉。
2.2.4.2 可靠自动控制燃烧设备。避免过多人的因素造成不稳定因素导致下面机台瞎忙。
2.2.4.3 每段温控区要以柙砖隔断,避免各区空间温度相干扰。
2.2.4.4 热电偶需测玻璃液温度,以准确反应及自控。
2.2.4.5 避免小角度转弯造成左右侧玻璃流速差距过大。
2.2.5规范使用前炉,按前炉规格,供料机型号选用规范SPOUT(盆砖):
2.2.6
2.3 雏形制作
2.3.1雏形制作工艺参考观念:
2.3.1.1 砖棒(PLUNGER)形状:大而园头形挤压、吸引力大适合作短胖形雏形;小而尖形适合作细长形雏形。
2.3.1.2 砖棒冲程(PLUNGER STROKE):长冲程适合作短胖形雏形,短冲程适合作细长形雏形。
2.3.1.3 砖棒高度:高度愈高雏形愈长,重量愈重。
2.3.1.4 均料筒(TUBE)高度:高度愈高雏形愈长,重量愈重一般控制在11/2″~3/8″大体高度超1 1/2″说明出口杯选用小或温度低了成形重量较难稳定;高度低于3/8″容易产生破泡。
2.3.1.5 出口杯尺寸(ORIFICE SIZE)。
2.3.1.6 机速(BPM):加快雏形变短重量变轻。反而言之。
2.3.1.7 剪刀高度(SHEAR MECH HEIGHT):愈高雏形头部愈钝,雏形愈短。
2.3.1.8 剪刀凸轮(SHEAR CAM):度数愈小,剪切后立即张开,雏形头愈小,但高剪切速运用度数小机械震动大磨损亦大,选用凸轮度数:
300克以上剪切数× 1.6倍
100克~300克剪切数× 1.7倍
50克~100克剪切数× 1.8倍
25克~50剪切数×1.9倍 #仍依剪刀机构性能作决定#
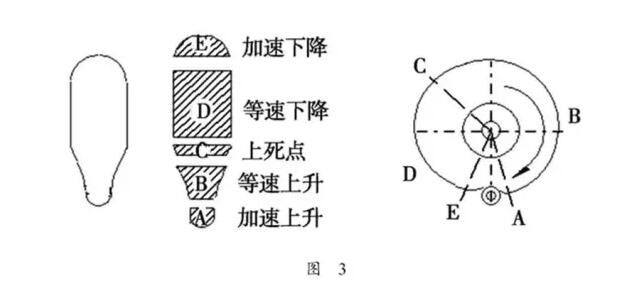
2.3.1.9 砖棒凸轮(PLUNGER CAM):号码愈小,砖棒上下动作愈快,吸引挤压力愈大,雏形粗胖。
加速上升吸引控制GOB头部形状。
等速上升控制GOB颈部形状。
上死点暂停点砖棒于此时无移动GOB受重力影响向下拉长。
砖棒等速下冲GOB持续拉长。
砖棒加速下冲挤压使GOB顶部呈现形状。(图3)
2.3.1.1 砖棒(PLUNGER)形状:大而园头形挤压、吸引力大适合作短胖形雏形;小而尖形适合作细长形雏形。
2.3.1.2 砖棒冲程(PLUNGER STROKE):长冲程适合作短胖形雏形,短冲程适合作细长形雏形。
2.3.1.3 砖棒高度:高度愈高雏形愈长,重量愈重。
2.3.1.4 均料筒(TUBE)高度:高度愈高雏形愈长,重量愈重一般控制在11/2″~3/8″大体高度超1 1/2″说明出口杯选用小或温度低了成形重量较难稳定;高度低于3/8″容易产生破泡。
2.3.1.5 出口杯尺寸(ORIFICE SIZE)。
2.3.1.6 机速(BPM):加快雏形变短重量变轻。反而言之。
2.3.1.7 剪刀高度(SHEAR MECH HEIGHT):愈高雏形头部愈钝,雏形愈短。
2.3.1.8 剪刀凸轮(SHEAR CAM):度数愈小,剪切后立即张开,雏形头愈小,但高剪切速运用度数小机械震动大磨损亦大,选用凸轮度数:
300克以上剪切数× 1.6倍
100克~300克剪切数× 1.7倍
50克~100克剪切数× 1.8倍
25克~50剪切数×1.9倍 #仍依剪刀机构性能作决定#
2.3.1.9 砖棒凸轮(PLUNGER CAM):号码愈小,砖棒上下动作愈快,吸引挤压力愈大,雏形粗胖。
加速上升吸引控制GOB头部形状。
等速上升控制GOB颈部形状。
上死点暂停点砖棒于此时无移动GOB受重力影响向下拉长。
砖棒等速下冲GOB持续拉长。
砖棒加速下冲挤压使GOB顶部呈现形状。(图3)
2.3.1.10 差速角(DIFFERENTIAL ANGLE):愈小,雏形愈短胖。
2.3.1.11 前炉温度控制(雏形均温性):由前炉各段温度梯度示意图来看玻璃液因静压及温差等原因:前炉冷却1段控制盆砖玻璃液下层温度,冷却2段控制盆砖玻璃液中层温度,均化段控制盆砖玻璃液上层温度。如要检察雏形是否均温,可从雏形是否正直来推断,如雏形弯曲则均温性差,制程缺陷也较多。
图4为前炉各段温度梯度示意图。
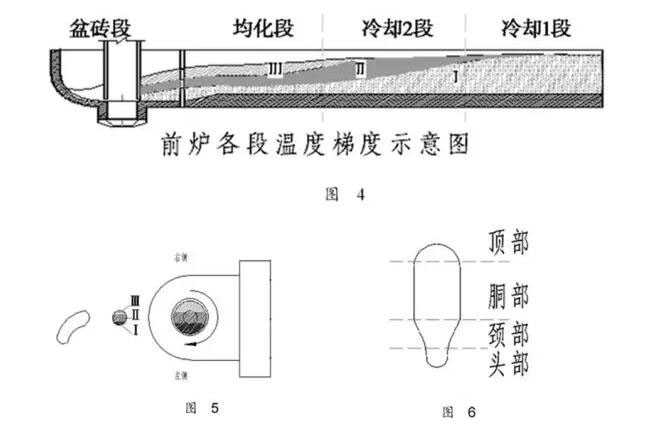
如图4以单滴匀料筒顺时针旋转为例,下层玻璃先流入左侧,中层玻璃液流入中间,上层玻璃液则流入右侧.而雏形呈图5示,则可推断左侧温度较右侧低;可调升冷却段温度或调降均化段温度,依实际制瓶温度调节将雏形作正作型.不要轻易忽视,要记住先天不正后天不良致理名言。
2.3.2雏形的形状分析:(图6)
2.3.2.1 头,颈部径主要由砖棒对GOB吸引力而来,吸引力愈大头愈小。
2.3.2.2 头,颈长度主要同剪刀高度而来;另外由差速角控制。
胴部径则由砖棒下冲作用力控制。
2.3.2.3 顶部长度由差速角大小控制,差速成愈大顶部愈小。
2.3.3 GOB形状
根据产品的形状及初型模形状有密切关系,大体依不同瓶型可分下列几种形式:
2.3.4 GOB调整技巧:
a(图8)
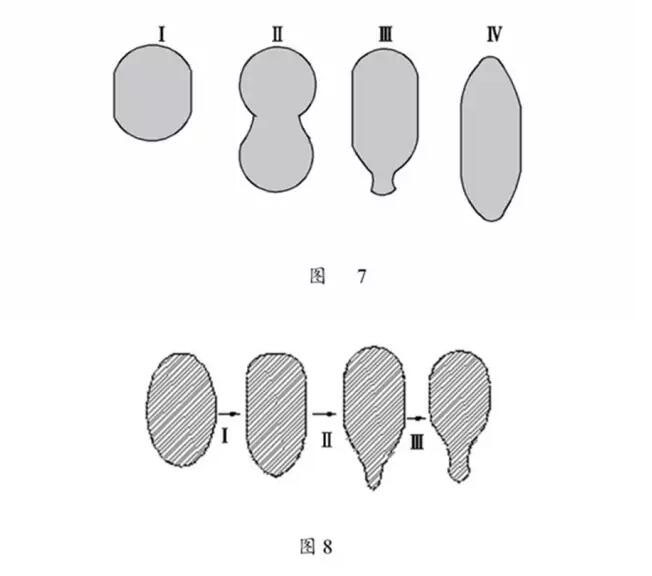
Ⅰ 差速先调大增砖棒上升吸引时间。
Ⅱ 剪刀降低增颈头部长度。
Ⅲ 剪刀过低,OVERLAP过大,差速成过大造成头比颈还大。
#GOB已园胖表示砖棒作用力已足够不用调整砖棒部分#
b(图9)
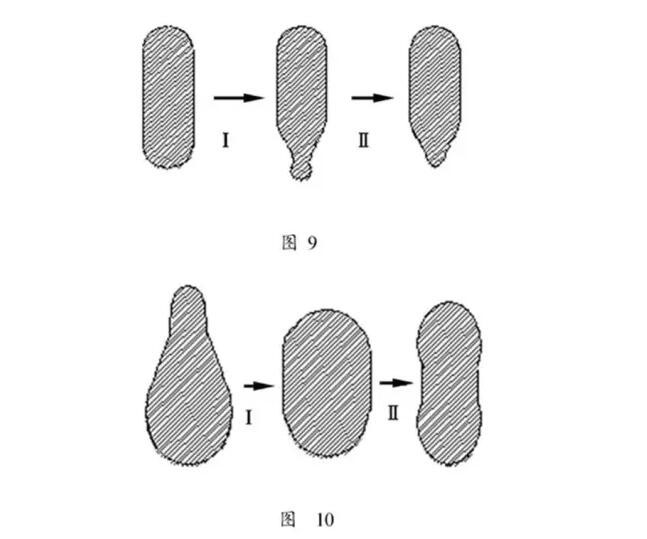
Ⅰ细长GOB剪刀一定低,差速也较大;先增加冲程降低砖棒。
Ⅱ 此时会形成非常细之头颈部,将差速成调小。
c 头大尾小表示剪刀高,差速太大(图10)。
Ⅰ 减少差速,GOB会变短胖(图11)。
Ⅱ 降低剪刀,升高砖棒高度,降低冲程。
d 两头尖:差速过大,剪刀过低;调整后形成较胖的GOB。
e 哑铃型GOB:砖棒冲力不足,剪刀过低(图12)。
Ⅰ 砖棒冲程增加或高度降低使胴部园满;
Ⅱ 剪刀升高缩短长度;
Ⅲ 差速成增加使头部园满。

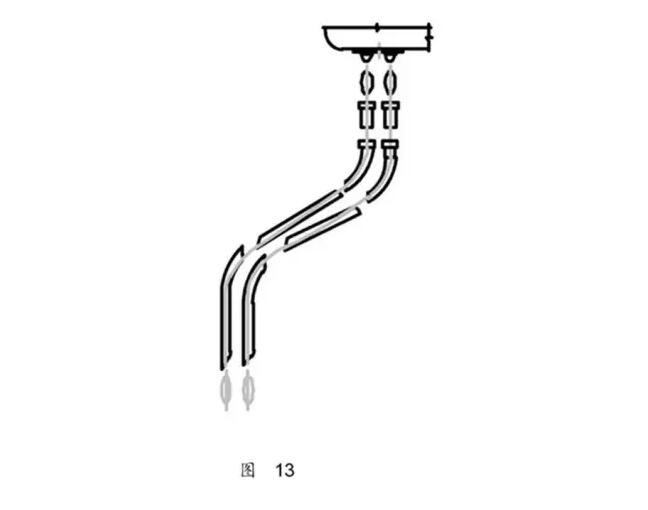
3.GOB IN(雏形掉落)(图13)
谈完雏形制作后雏形制备仍未结束;要有在进入初型模(BLANK MOLD)制作以前均属于雏形制备均在70%重要性里;在前炉玻璃均温性得到较好的调制,各影响雏形工艺参数均合理设定,雏形(不论几滴料生产)在剪切后应是同时且正直掉落,经接收槽(SCOOP)直槽(T ROUGH)弯槽(DEFECTOR)等传递系统进入初模成型。而均温均质雏形在传递过程中因外界环境及接触到各传递系统表面散热作用会导致雏形外表面不均温现象,虽然在进入初模未初胎成型前有一段重热时间但往往不足均温成型条件,这就是容易成生皱纹、肉厚不均、底偏位等到难以用成型机设定去克服且影响产品质量的缺陷,这是其一。而在多节车生产,每节在传递时间有差别,但成型度数往往一致且生产相位角相等造成雏形重热时间不一,这就是某几节车瓶子工艺设定一样机器设备一样却较难作的起因。